工業用鋳物として ポリウレタンローラー 長年のカスタマイズ経験を持つメーカーである当社は、ハイエンド製造、倉庫物流、オートメーションの分野では、1つのローラーの故障が生産ライン全体の停止を引き起こす可能性があることをよく知っています。本ガイドは、グローバルバイヤーが最も関心を寄せる30の核心的な技術的、ビジネス的な質問に対応することを目的としています。.
I.材料科学と化学
ポリエーテルPUとポリエステルPUの耐加水分解性の根本的な違いは何ですか?
| 特徴 | 試験方法 | ポリエーテル(高水分) | ポリエステル(高摩耗性) | エンジニアリング評決 |
| 耐加水分解性 | 80℃の水への浸漬 | 素晴らしい (90%以上の強度を保持) | 貧しい (クランブル/リキュフィーズ) | ポリエーテルは、洗浄ゾーンや湿度の高いゾーンに使用する。. |
| 耐摩耗性 | ASTM D5963 | 良い | スーペリア | ドライで摩擦の大きいスライディングにはポリエステルを使用する。. |
| 引裂強度 | ASTM D624 (kN/m) | 高 (50 kN/m) | エクストリーム (65+ kN/m) | ポリエステルの方が切断や欠けに強い。. |
| 耐油性/耐溶剤性 | ASTM #3 オイル 7日間浸漬 | 良好 (<5% スウェル) | 素晴らしい (<2%スウェル) | ポリエステルはオイリーな環境の王様だ。. |
ポリエーテルをベースとするPUは、水と反応しない安定したエーテル結合に依存しているため、極めて耐加水分解性に優れている。高湿度、熱帯環境、製紙工場のような直接水に接する環境でも安定した性能を発揮し、80℃の水中でも長期間安定した状態を保ちます。ほとんどの工業用途において、24ヶ月以上の耐用年数を達成する唯一の選択肢です。.
ポリエステルPUは耐摩耗性と引張強度に優れているが、湿った状態ではエステル結合が破壊される。そのため、時間の経過とともに素材が軟化したり、グミ状になったり、あるいは崩れたりします。数十年にわたる現場での経験から、ポリエステルは非常に乾燥した、油分の多い環境でのみ使用されるべきです。そうでなければ、早期の加水分解による破損はほぼ確実です。.
80度以上の環境で熱軟化を防ぐPU配合は?
標準的なポリウレタン・システムは70~80℃で剛性を失い、負荷がかかると大きく変形します。高温に耐えるために、私たちは特殊なPPDIまたはMDI-HQEE硬化処方を使用し、熱軟化に耐える高度な結晶構造を形成します。これらのシステムは、標準的なMDI/TDI材料の限界をはるかに超える機械的特性を維持します。.
当社の高温グレードは、120℃での連続運転と140℃までの短期ピーク運転に対応している。高熱硬化システムなしでは、ポリマー鎖が滑り、永久的な変形を引き起こします。キュアオーブンなどの高温用途では、使用温度での実際の性能を確認するため、必ずDMA試験報告書をご請求ください。.
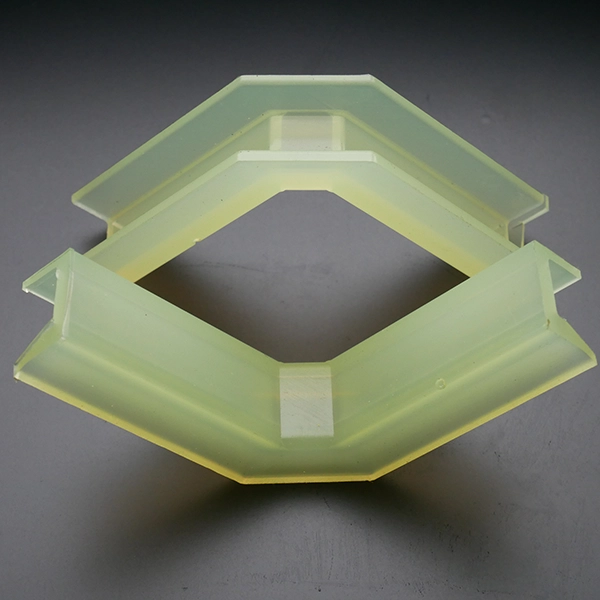
バージン・キャストPUと低品質のリサイクル材を見た目で見分ける方法は?
バージン・キャスト・ポリウレタンは、筋や濁りのない均一で半透明な外観を持つ。押してもすぐに反発し、永久的なくぼみも残りません。リサイクルや再粉砕された原料は、白濁し、一貫性がなく、しばしば不均一な色調を示しますが、これは低品質の原料がブレンドされていることの明らかな証拠です。.
本物のキャストPUの断面は緻密で気孔がないのに対し、リサイクル素材は拡大すると微細な空洞が見られる。この空洞が応力点となり、早期の引き裂きにつながる。リサイクルPUはまた、しばしば鋭い化学臭を放つ。ローラーの価格が市場平均より40%安い場合、バージン配合ではなく、ほぼ間違いなくリサイクル材を使用しています。.
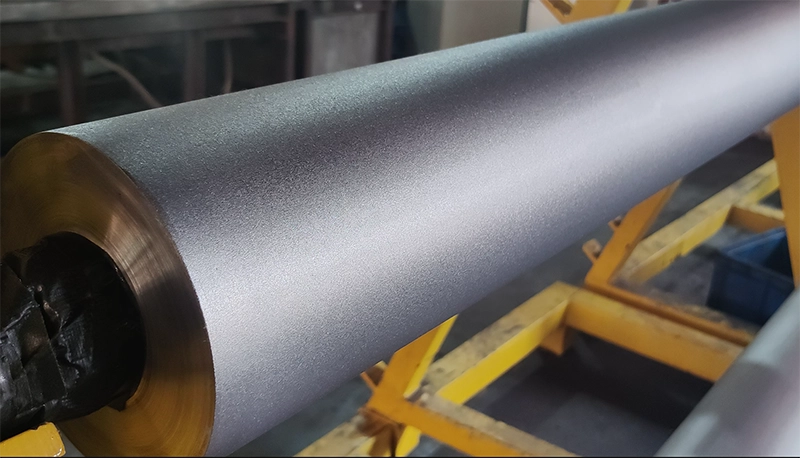
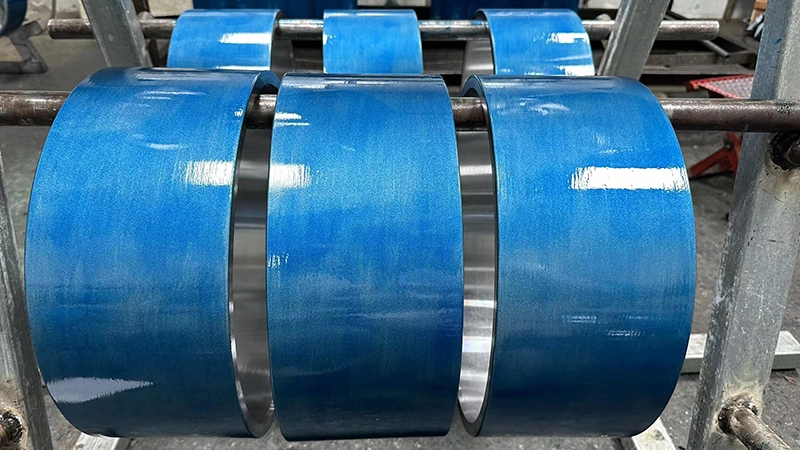
PU層とメタルコアの接着強度はどのように保証されていますか?
私たちはASTM D429に厳格に従い、信頼性の高いPUと金属の接着を実現しています。金属コアは、表面積を増やすためにRa 6.3までサンドブラストされ、その後2層のプライマーシステムでコーティングされます。1層目は腐食を防ぎ、2層目は鋳造時に金属と液体ポリウレタンの間に化学的ブリッジを形成します。.
コアの予熱は、冷間衝撃による破損を避けるために非常に重要です。当社では、接着剤/結合剤を完全に活性化させるため、注入前にすべてのコアを110℃に加熱します。私たちの社内基準では、接着剤はPUそのものよりも強くなければなりません。剥離試験では、ポリウレタンは金属表面から剥離する前に凝集的に裂けなければなりません。.
トルエンのような特定の溶剤にさらされた場合のPUローラーの膨潤率は?
標準的なPUは、トルエン、MEK、アセトンなどの小さな溶剤分子を容易に吸収する。90Aのローラーは、トルエン中では24時間以内に30%よりも膨潤し、強度と寸法安定性が急激に低下します。これは、印刷・コーティングラインのニップ圧、コーティング品質、接着の完全性に直接影響します。.
耐溶剤性を向上させるには、ポリマーネットワークを強化する高架橋密度の配合を使用します。過酷な化学環境に対しては、浸漬試験を行って体積変化を評価し、Vulkollan®やハイブリッドエラストマーなどの特殊グレードを推奨しています。溶剤適合性については、決して当て推量に頼らないでください。.
重荷重用ローラーは、なぜ鋳造(液体注湯)が射出成形に取って代わらなければならないのでしょうか?
射出成形TPUは、あらかじめ製造されたペレットを溶かして作られるため、分子量と全体的な性能が制限される。低ストレスで大量の消費者向け製品には適していますが、工業用ローラーに必要な耐久性は得られません。圧縮永久歪みと耐荷重は、キャストPUよりかなり低い。.
キャスト・ポリウレタンは、型内での化学反応によって形成され、長く高分子量のポリマー鎖を作ります。これにより、圧縮永久歪み、耐荷重性、耐久性が大幅に向上します。1輪あたり50kgを超える荷重と、95Aから75Dまでの工業用硬度の場合、鋳造が唯一信頼できるプロセスです。.
II.物理パラメータと精密工学
硬度70Aと90Aでは、コンベアのグリップ力にどのような違いがありますか?
ショア70Aはソフトで柔軟性があり、接触面積を大きくすることで摩擦力とグリップ力を高めます。傾斜コンベヤー、滑りやすいフィルム、強力な牽引力を必要とする重い荷物などに適しています。ただし、転がり抵抗が大きく、大量に使用すると摩耗が早くなります。.
ショア90Aは剛性が高く、接触面積が小さいため転がり抵抗が減少し、摩耗性能が向上する。エネルギー効率は高いが、滑らかなコンベアや高速コンベアで使用するとスリップを起こすことがある。一般的な物流では、80A-85Aがグリップ力、摩耗、効率のバランスが最も優れています。.
高速ローラーの動的ヒートアップ(ヒステリシス)はどのように制御するのですか?
高回転で圧縮を繰り返すと、ヒステリシスと呼ばれる内部摩擦が発生し、発熱する。熱が放散よりも早く蓄積されると、外面が無傷に見えてもPUコアが溶けて故障する。これは高速ラインでよく見られる隠れた故障モードである。.
私たちは、エネルギー損失と発熱を最小限に抑える低ヒステリシス・ポリエーテル配合を使用しています。また、金属コアをヒートシンクとして使用するために、PU層の厚さを最適化しています。5m/sを超える速度では、DMA試験で検証された低いtanδ配合が熱吹き出しを防ぐために不可欠です。.
精密ローラーで達成可能な最小振れ公差はどのくらいですか?
一般的なコンベアローラのTIRは0.2~0.5mm程度ですが、印刷機、ラミネート機、精密機械には不安定すぎます。当社では、鋳造後の二次精密研削によりTIR0.02~0.05mmを達成し、極めて低い振れを実現しています。.
中子の同心度も同様に重要です。すべての精密中子は鋳造前にCMMで検査されます。金属中子のわずかな偏心でも、研削では修正できないぐらつきの原因となります。現代の高精度生産では、微小振動が歩留まりと製品品質に直接影響します。.
重量物流の場合、直径100mmのローラーの最大動荷重はどのくらいですか?
直径100mm、幅50mmの95A鋳造PUローラは、最高速度6km/hで600~800kgの動荷重に対応できます。実際の能力は、硬度、幅、温度、デューティサイクルによって異なります。速度が上がると、熱の蓄積により許容荷重が大幅に減少します。.
当社では、投影面積と材料の許容応力を用いて耐荷重を計算しています。4輪で2トンを運搬するAGV用途では、長時間の静止時にフラットスポットが発生しないよう、95Aまたは75Dのハードキャップ配合を推奨します。.
ファインフィルム印刷のために表面粗さ(Ra)をカスタマイズできますか?
フィルム加工において表面粗さは非常に重要である。表面が滑らかすぎると(Ra 1.6)は、コーティング面やラミネート面にオレンジピール欠陥を生じさせる。.
当社では、鏡面仕上げからつや消し(Ra 1.2~3.2)まで、正確なRa値にローラーを研削します。また、空気を排出し、ウェブの安定性を向上させるためのスパイラル溝やローレット加工も行っています。単に直径を指定するだけでは不十分で、目標とする表面粗さを明確に定義する必要があります。.

コンプレッション・セットとは何か、なぜそれがローラーの "サイレント・キラー "なのか?
圧縮永久歪みとは、材料が長時間圧縮された後に残る永久的な変形のことである。圧縮永久ひずみが大きいと、機械停止後にフラットスポットが発生し、振動、騒音、ライン再開時の製品破損の原因となります。圧縮永久歪みは、ローラーの最も過小評価されている故障モードの1つです。.
キャストPUは通常、110℃で16~24時間の完全ポストキュアにより、ASTM D395に基づく圧縮永久歪が25%以下になる。安価な材料や硬化不足の材料は、50~60%を超えることがあり、急激なフラットスポットの発生につながります。長期的な寸法安定性のためには、完全硬化は譲れません。.
III.産業別アプリケーション
クリーンルームに適した「ノンマーキング」PUローラーは?
クリーンルーム用ローラーは、非マーキング性、低発塵性、非発散性でなければなりません。当社では、床に筋を残さない、カーボンブラックを含まないバージンの白色または透明のポリエーテルPUを使用しています。標準的な黒ゴムや充填PUは粒子を放出するため、製薬やエレクトロニクスのクリーンルームには不向きです。.
当社のクリーンルーム用グレードは、微小なアウトガスを避けるため、非抽出性触媒を使用しています。ISO 5(クラス100)の環境では、摩耗粉を減らすために硬度85A以上を推奨します。製造は、クロスコンタミネーションを防止するため、専用の場所で行われます。.
高反発」PUが推奨される理由 AGV/AMRホイール?
| グレード | 化学 | 硬度(ショア) | 反発(ASTM D2632) | 定格荷重 (@ 6km/h) | 転がり抵抗係数. |
| Pepsen-バルク | NDI / PPDI | 95A | 75% - 80% | エクストリーム(1000kg以上) | 0.012 |
| Pepsen-MDI+ | ハイパーフMDI | 90A-95A | 60% - 65% | ハイ(600kg) | 0.022 |
| スタンダードPU | 商品TDI | 95A | <45% | ミディアム(400kg) | 0.038 |
高反発ポリウレタンは、AGVの転がり抵抗を下げ、バッテリーを節約します。当社では、70%以上の反発弾性を持つNDIまたは高性能MDI配合を推奨しています。標準的な汎用PUは40~50%にしか達しないため、エネルギー消費が非常に高くなります。.
リバウンドを15%改善すると、バッテリー寿命を10~15%延ばすことができる。大規模なフリートでは、これは大規模な運用の節約を生み出します。高反発ホイールはまた、24時間365日の運転中も低温で走行し、熱による軟化に耐えることができます。.
コンベア輸送中にソーラーガラスに傷がつかないようにするには?
ソーラーガラスは非常に繊細で、微細な傷でも最終的なパネルの効率を低下させる可能性がある。そのため "「デュアル・デュロメーター" または "「マイクロ・セルラー" ポリウレタン。より硬い80Aのコアの上に、非常に柔らかい(30A~40A)PUスキンをキャストすることができます。これは、ガラスを動かすための「グリップ」を提供しますが、傷の原因となる点荷重を防ぐ「クッション」のような役割を果たします。.
さらに、ローラーが "オイルフリー" 多くの工業用PU配合物は、低い硬度を得るために可塑剤(オイル)を使用している。これらの油分はガラス表面に移行し、その後のコーティングやラミネーション工程を台無しにする可能性があります。弊社のソーラーグレードPUは「反応性軟化剤」を使用しており、化学連鎖の一部となり、外に漏れることはありません。コンベア通過後のガラスに「ゴーストスポット」が見られる場合、ローラーから低級可塑剤が「漏れて」いる可能性があります。.
鉱業では、PUローラーの「異常摩耗」をどのように処理していますか?
採鉱環境では、ローラーは極度の摩耗、衝撃、スラリーにさらされます。標準的なPUはすぐに摩耗する。当社では、MoS₂内部潤滑剤と耐引裂性改質剤を添加し、スリット引裂強度と鋭利な岩石に対する耐性を向上させています。.
また、外側に95Aの摩耗層を持つハードキャップ設計を採用している。この二重構造は、砂や鉱石による粉砕に耐えながら衝撃を吸収します。このシステムにより、鉄鉱石や鉱物処理用途での耐用年数は通常3倍になります。.
FDAに準拠した「食品グレード」のPUローラーはありますか?
私たちの 食品用ポリウレタン ローラーはFDA CFR 177.2600に準拠し、有害な触媒を使用せず、認可された原料のみを使用しています。食肉、乳製品、食品加工ラインで一般的な温水洗浄や脂肪酸にも耐性があります。.
錆による汚染を防ぐため、コアは304または316ステンレス鋼です。安全性を確認するため、SGSまたはIntertekによる第三者移行試験報告書を提供しています。今日の規制環境では、自己認証ではグローバルな食品監査には不十分です。.
PUローラーは高速選別ラインでどのように騒音を低減できますか?
ポリウレタンの粘弾性は、ナイロンや金属よりもはるかに振動を減衰させます。ベアリングやモーターからの共振周波数を吸収し、倉庫全体の騒音を大幅に低減します。これにより作業環境が改善され、都市部の騒音規制を満たすことができます。.
チューニングされた85A PUローラーに切り替えると、通常5~10dBノイズが減少します。金属コアのノイズ減衰キャビティにより、さらに性能を高めることができます。この静音ローラー設計は現在、騒音規制の厳しい欧州の物流ハブでは標準となっています。.
IV.調達ロジックとROI分析
PUローラーとゴム製ローラーの「3倍の価格差」は、どのようにペイするのか?
| メートル法 | 標準ゴムローラー | Pepsen 鋳造 PU ローラー |
| 購入価格(単位) | $100 | $300 |
| 耐用年数 | 4ヶ月 | 24ヶ月 |
| リプレイスメント(2年間) | 6ユニット | 1ユニット |
| 購入総額 | $600 | $300 |
| ダウンタイム人件費 | $1,200($200×6本) | $200 ($200 x 1) |
| 失われた生産価値 | $30,000 | $5,000 |
| 2年間の総費用 | $31,800 | $5,500(82%貯金) |
ゴム製ローラーは、初期コストは低いが、PU製に比べ5~10倍の速さで摩耗する。実際のコストには、頻繁な交換、交換のための労力、ライン停止中の高価な生産ダウンタイムが含まれます。わずかなコスト削減は、隠れた大きな損失につながることが多いのです。.
1時間当たり$5,000枚を生産するラインでは、ダウンタイムが1時間発生するだけで、ゴムの価格優位性は消えてしまう。総所有コスト(TCO)は、ほとんどの場合、最初の1年間はPUが有利です。単価だけで判断せず、生涯コストを評価しましょう。.
カスタムローラーの金型償却はどのように行われますか?
単純な円筒形の金型は$100-200ですが、複雑なAGV金型やプロファイル金型は$500を超えることもあります。500個以上のご注文の場合、通常、金型費用を単価に償却し、初期資本支出を削減します。.
試作品や小ロットの場合は、鋳造ビレットからCNC加工を行い、金型コストを完全に回避します。数量が1,000個を超えると、専用の多数個取り金型が最も経済的で一貫性のあるソリューションになります。.
ROIは「鋳造」と「射出成形」のどちらを選ぶべきか?
射出成形は、大量生産の消費財には安価だが、耐クリープ性に劣り、耐用年数が短いという問題がある。産業機械では、現場での不具合や保証クレームが、節約分をすぐになくしてしまう。.
鋳造ポリウレタンは、長期的な信頼性とブランド保護を提供します。鋳造ローラを使用した機械は、何年も性能を維持します。1回の現場修理にかかるコストは、射出成形ローラーを数千個使用する場合の節約額を上回ることがあります。.
PUが故障した場合、御社の工場ではどのようなクレームと保証方針をとっていますか?
内部ボイドや接着不良などの材料欠陥については、1年間の交換保証を提供します。適切な使用状態でローラーが剥離したり、早期に故障した場合は、当社が全責任を負います。.
ドライエンバイロメント・ローラーを熱湯で使用するなど、誤った塗布による故障は補償の対象外です。そのため、お見積もりの前に技術的な検証を行っています。保証は、材料が使用条件に合致して初めて意味を持つものです。.
PUにアップグレードすることで節約できる "ダウンタイムコスト "はどのように計算するのですか?
ダウンタイムの節約=(年間ゴム交換回数-年間PU交換回数)×(人件費+時間当たりの生産額)。年間4回の交換を1回に減らすことで、数十万ドルの生産高損失を削減できる。.
たとえPUの初期費用が高くついたとしても、通常、正味の利益は圧倒的です。当社では、調達チームが高性能鋳造ポリウレタンローラーへのアップグレードをデータに基づいて検討できるよう、ダウンタイム計算ツールを提供しています。.
B2Bの「リキャップ」(改装)サービスを提供していますか?
当社では、300mmを超える大口径のローラーリキャッピングを提供しています。総コストの60~70%を占めるメタルコアは、構造的に問題がなければ再利用されます。摩耗したPUを取り除き、コアを再ブラストし、新しいポリウレタン層を再キャストします。.
リキャッピングのコストは、新しいローラーよりも40-50%の方が低く、持続可能性の目標をサポートします。多くの重工業のお客様は、2組のコアを保管しています:1組は稼働中、もう1組はリキャップ中です。.
V.グローバルコンプライアンスと品質基準
2026年EU REACHジイソシアネート規制に適合していますか?
当社は、ジイソシアネートに関する2026年EU REACH付属書XVII規制を完全に遵守しています。当社は、遊離イソシアネート含有量が0.1%以下の低モノマープレポリマーを使用しており、安全な取り扱いとEU輸入規制への準拠を保証しています。.
非準拠の材料は税関で押収されます。当社では、REACHへの適合を確認する最新のSDS文書を提供しています。ドイツ、フランス、ベネルクスのバイヤーにとって、この書類は通関に必須となりました。.
FDAグレードPUの第三者検査報告書はありますか?
FDAのCFR 177.2600の移行制限に準拠していることを確認するため、すべての食品接触グレードについてSGSまたはIntertekによる完全な第三者試験報告書を提供します。有害物質が食品に溶出しないことを確認するため、水およびヘキサンでの抽出を対象とした試験を行っています。.
報告書は24ヶ月ごとに更新され、原材料の変更を反映する。これらの文書は、HACCPやグローバルな食品安全監査に不可欠であり、信頼性の低い自己認証に取って代わるものです。.
貴社の工場はISO 9001:2025の認証を受けていますか?
当社の工場はISO 9001:2025認証を取得しており、リスク管理とバッチのトレーサビリティに重点を置いています。すべての製造工程は、正確な温度、湿度、混合比率、硬化パラメータで記録されます。.
このレベルの管理は、0.5%以下の返品率を支えています。お客様は、どのローラーも正確な製造バッチまで遡ることができます。当社は、世界中のB2Bパートナーからの仮想監査および現地監査を歓迎しています。.
電子機器製造におけるESD(静電気防止)認証は可能ですか?
標準的なPUは静電気を発生させ、マイクロチップにダメージを与えます。当社の静電気放電ローラーは、導電性カーボンナノチューブまたは塩を使用し、表面抵抗率を10⁶-10⁹Ωにすることで、部品にダメージを与えることなく安全に静電気を放電します。.
私たちは、ポイント・ツー・ポイントの抵抗測定による適合証明を提供します。導電性は、時間の経過とともに摩耗する表面コーティングだけでなく、材料全体にわたって均質です。.
TDSとMSDSは注文ごとに提供されますか?
当社では、引張強さ、伸び、引裂き抵抗、DIN摩耗値を網羅した完全なTDSとSDS(MSDS)をすべての出荷品に同梱しています。これにより、エンジニアはCADやFEAシステムで性能を正確にシミュレーションすることができます。.
ドキュメントは製品ラベルのQRコードからアクセスでき、現場で素早く参照できます。EHSおよびエンジニアリングチームは、社内のコンプライアンスと安全記録のためにこれらを必要とします。.
ASTM D429接着試験はどのように行うのですか?
PUと金属の接着を確認するため、ASTM D429 Method Eの剥離試験を製造クーポンで実施しています。この試験では、材料を分離するのに必要な力を測定します。PUが内部で裂ける凝集破壊のみが許容されます。.
接着剤の不具合は、表面処理が不十分であるか、プライマーの不具合を示す。検出された場合、調査のために生産が停止されます。この破壊試験により、接着の危険性があるローラーがお客様に届くことはありません。.