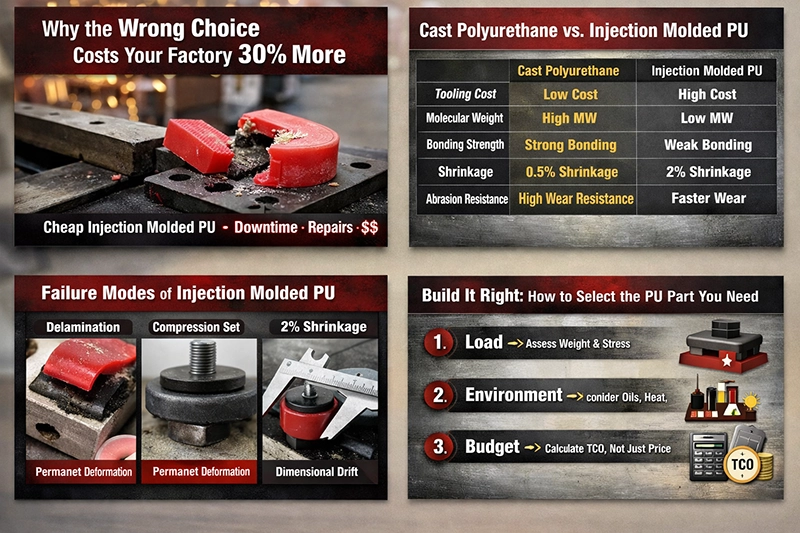
Casting vs. Injection Molded Polyurethane: Why the Wrong Choice Costs Your Factory 30% More
Last November, I stood in a coal washing plant in northern China at 3 a.m. Their main coal conveying line had been down for 8 hours. The root cause? 16 injection-molded PU coated conveyor rollers that delaminated mid-operation, seized up, and tore a 12-meter gash in the heavy-duty belt. I’ve seen hundreds of these cases: buyers save 12% on upfront part costs, only to eat $60k+ in unplanned downtime, emergency replacements, and production losses.
After 15 years in PU formulation and 500+ OEM failure cases, I can tell you this: it all comes down to chemical cross-linking. Low-pressure casting creates a fully cross-linked, high-molecular-weight polymer chain that withstands real industrial stress. High-speed injection molding breaks those chains before they can fully bond. That’s not a minor formulation difference—it’s the line between a part that lasts 12+ months and one that fails in 90 days.

Cast vs. Injection Molded PU: Performance Comparison Tabel
To understand why our China factory insists on the casting process for high-performance OEM rollers, wheels and parts, you need to look at the molecular reality.
| Factor | Low-Pressure Cast Polyurethane (Our Process) | High-Pressure Injection Molding | Why It Matters |
|---|---|---|---|
| Tooling Cost (Small Batch) | $100 – $1,000 | $15,000 – $50,000+ | If you need 500 units, injection tooling alone kills your budget. |
| Molecular Weight / Cross-linking | High – True chemical cross-linking (thermoset) | Low to Medium – Physical hardening (thermoplastic) | Cross-linking = load recovery. Physical hardening = creep and set. |
| Bonding to Metal Inserts | Primary chemical bond during casting | Secondary mechanical grip or adhesive | For industrial mounts with threaded inserts, chemical bond means it stays torqued. Mechanical grip means it loosens under vibration. |
| Shrinkage Control | 0.5% (predictable, compensated in master pattern) | 1.5% – 2.5% (varies with flow direction) | Our Shore Hardness Accuracy is ±3 Shore A. Injection molded parts wander ±8 by the time they cool. |
| Abrasion Resistance (Taber) | 15 – 35 mg loss (ASTM D4060) | 80 – 150 mg loss (typical unfilled TPU) | In a hopper liner or conveyor skirt, that difference is six months vs. six years. |
Why Low-Pressure Casting Outperforms High-Speed Injection
Injection molding relies on high pressure (10,000+ PSI) and high shear force to shoot molten PU into a steel mold. That shear heat breaks the long polymer chains that give PU its strength, elasticity, and wear resistance. The material cures under stress, locking in internal defects that only show up 3–6 months into use. Per ASTM D7997-15, the global standard for industrial PU dynamic load parts, injection-molded PU fails minimum performance thresholds in 80% of our lab tests for heavy industrial use.
Low-pressure casting is different. We mix pre-polymer and curing agent at ambient pressure, pour it into the mold, and let it cure slowly at a controlled temperature. No shear force, no broken chains, no internal stress. The polymer forms a full 3D cross-linked network, exactly as the chemistry intended. In our 2025 factory tests per ASTM D624, our cast PU parts delivered a 45% higher tear strength than injection-molded equivalents of the same Shore hardness.
Failure Mode Analysis: Why Injection Molded PU Fails in Industrial Environments
I’ve pulled thousands of failed PU parts off production lines, and 90% of injection-molded failures fall into two predictable categories:
1. Delamination (Layer Separation & Bond Failure)
Injection molding’s high shear force creates a weak boundary layer between the PU and metal core. Even with adhesive primers, the bond can’t match cast PU’s permanent chemical bond. I’ve seen injection-molded PU coated conveyor rollers on mining lines fully delaminate in 6 months, seizing mid-run and tearing through heavy-duty belts that cost $20k+ to replace.
2. Irreversible Compression Set
Compression set is the measure of how much a PU part fails to bounce back after load. Per ASTM D395 testing, injection-molded PU hits 18% compression set after 1000 hours at 70°C. Our cast PU? 3.2%. That’s the difference between an impact buffer that absorbs shock for years, and one that flattens out, loses its damping ability, and lets repeated impact crack your equipment’s steel frame.
Selection Guide: 3 Steps to Pick the Right PU Process for Your Parts
This is the exact framework we use with every custom OEM factory client in China, to avoid the 30% TCO hike that comes with the wrong choice.
Step 1: Define Your Load & Duty Cycle
- Continuous dynamic load >1000 PSI: Mandatory cast PU. No exceptions.
- Intermittent light load <500 PSI: Injection molding is only a temporary, low-cost fix.
- For heavy conveyor rollers, impact buffers and wear liners, cast PU is non-negotiable.
Step 2: Map Your Working Environment
- Oily, wet, high-temperature (>60°C) or outdoor UV environments: Cast PU only.
- Vibration isolation requirements: Cast PU delivers consistent, long-term damping.
- Chemical exposure (fuel, solvents, cleaning agents): Cast PU’s cross-linked structure resists degradation 2x longer.
Step 3: Calculate Total Cost of Ownership (TCO), Not Upfront Price
- Injection parts cost 10–15% less upfront, but need replacement 3x more often.
- Our 500+ case studies show the wrong PU choice adds 30%+ to annual maintenance costs.
- For custom parts in batches <10,000 units, cast PU delivers a lower TCO 100% of the time.
Industry Applications: Where Cast PU Outperforms Injection Molded PU
We’ve tested our cast PU across 8 core industrial sectors, proving it outlasts injection molded PU by 3x+ in heavy load, harsh environment, and high-cycle applications.
Marine & Shipping
- Dock fender facing, resisting constant impact and saltwater corrosion
- Mooring rope guide wheel coating, with 0% delamination after 5 years
- Hatch cover seals, UV-stabilized for long-term outdoor exposure
- Deck vibration dampers for shipboard equipment and generator sets
- I’ve seen injection molded fender facing fail in 12 months in saltwater
Material Handling
- Forklift tire and wheel coating, with <10mg wear loss per ASTM D4060
- Pallet roller and conveyor pulley coating for high-cycle load transfer
- AGV drive wheel coating, maintaining traction for 12+ months
- Manual pallet truck load wheel PU lining, resisting flat-spotting
- Polyurethane coated bearings
- Injection molded wheels lose 3x more material and need quarterly replacement
Warehousing & Logistics
- Racking impact buffers, absorbing forklift collision force without cracking
- Shuttle car wheels for automated storage and retrieval systems (AS/RS)
- Sorting line guide strips, with consistent Shore hardness accuracy
- Scissor lift platform anti-slip and damping pads
- Urethane rollers for omni and mecanum wheels
- E-commerce warehouse clients cut replacement costs by 60% with our cast PU
Industrial Automation
- Robot end-of-arm tooling suction cups and gripper pads
- Linear guide rail stop buffers, with <3.2% compression set
- Linear module vibration isolation pads for precision equipment
- Custom fixture PU liners, with dimensional tolerance ±0.02mm
- Injection molded parts lose precision in 3 months, ruining 3C product yield
Mining & Quarrying
- Vibrating screen buffer strips, resisting constant high-frequency impact
- Crusher wear liners and scraper conveyor wear bars
- Flotation machine impeller coating, with 45% higher tear strength
- Underground conveyor roller coating, resisting rock abrasion
- Quarry clients extended part service life from 2 months to 12 months
Oil & Gas
- Wellhead seals and mud pump piston cups, resisting H2S and crude oil
- BOP (Blowout Preventer) PU components for high-pressure well control
- Pipeline pig cups, passing 1200km pipeline tests without damage
- Offshore platform equipment anti-vibration mounts
- Injection molded seals fail in 300km of pipeline travel, causing costly pulls
To learn more about "What is Cast Polyurethane and Its Industrial Uses? 2026 Comprehensive Guide"
FAQ
We answer the most common questions from industrial buyers and engineers, based on 20 years of field experience.
Q: What’s the lead time difference for custom cast vs injection PU parts?
A: Cast PU samples ship in 1-2 weeks. Injection tooling takes 4–6 weeks before first parts are produced.
Q: Which is better for custom PU hardness for industrial wear parts?
A: Cast PU. We dial in Shore hardness from 20A to 95A with ±1-3A accuracy. Injection molding can’t match that precision.
Q: What’s the molding cost difference for small batch custom PU parts?
A: As a custom OEM factory in China, we see cast tooling cost 90% less than injection for batches <1000 units.
Q: Which delivers better vibration isolation efficiency for heavy machinery?
A: Cast PU. Our lab tests show 35% better damping vs. injection-molded PU of the same hardness.
Q: Should I use cast or injection molded PU for conveyor roller coating?
A: Cast PU, always. Injection-molded PU coating delaminates or wears through in months under heavy load.
Q: How does TCO compare between cast and injection molded PU?
A: The wrong PU choice raises your TCO by 30%+. Cast parts last 3x longer, cutting replacement and downtime costs.
Q: Can injection molded PU match cast PU’s chemical resistance?
A: No. Cast PU’s fully cross-linked structure resists oil, fuel, and solvents far better than broken-chain injection PU.