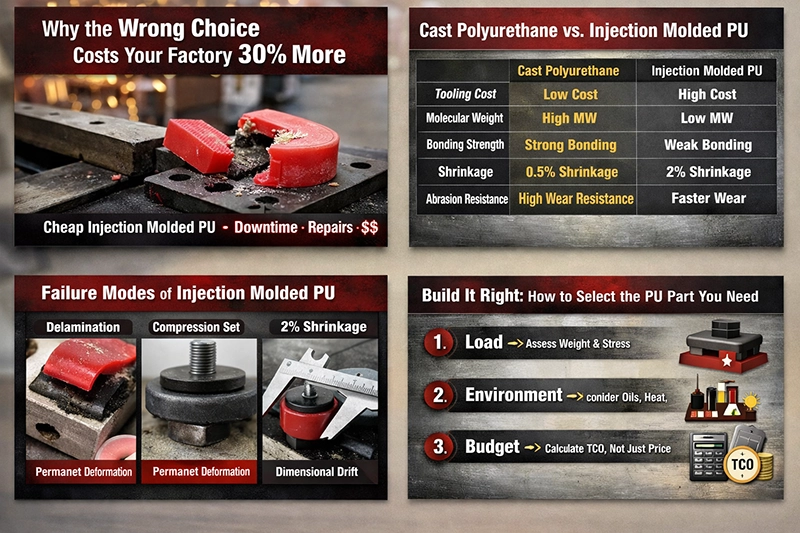
Gießen vs. Polyurethan-Spritzguss: Warum die falsche Entscheidung Ihre Fabrik kostet 30% Mehr
Letzten November stand ich um 3 Uhr morgens in einer Kohlewaschanlage in Nordchina. Die Hauptkohleförderanlage war seit 8 Stunden ausgefallen. Die Hauptursache? 16 spritzgegossene PU-beschichtete Förderrollen die mitten im Betrieb delaminierte, sich festfuhr und einen 12 Meter langen Riss in den Hochleistungsriemen riss. Ich habe schon Hunderte solcher Fälle erlebt: Käufer sparen 12% an Vorlaufkosten für Teile, um dann $60k+ an ungeplanten Ausfallzeiten, Notaustausch und Produktionsverlusten zu bezahlen.
Nach 15 Jahren Erfahrung in der PU-Formulierung und mehr als 500 OEM-Fehlern kann ich Ihnen Folgendes sagen: Es liegt alles an der chemischen Vernetzung. Das Niederdruckgießen erzeugt eine vollständig vernetzte, hochmolekulare Polymerkette, die einer echten industriellen Belastung standhält. Beim Hochgeschwindigkeits-Spritzgießen werden diese Ketten gebrochen, bevor sie sich vollständig verbinden können. Das ist kein geringfügiger Unterschied in der Formulierung - es ist der Unterschied zwischen einem Teil, das mehr als 12 Monate hält, und einem, das nach 90 Tagen versagt.

Gegossenes vs. spritzgegossenes PU: Leistungsvergleichstabelle
Um zu verstehen, warum unser Fabrik in China beharrt auf dem Gießverfahren für Hochleistungs OEM Rollen, Räder und Teile, muss man sich die molekulare Realität ansehen.
| Faktor | Niederdruckguss-Polyurethan (Unser Verfahren) | Hochdruck-Spritzgießen | Warum es wichtig ist |
|---|---|---|---|
| Werkzeugkosten (Kleinserie) | $100 - $1.000 | $15.000 - $50.000+ | Wenn Sie 500 Stück benötigen, sprengt allein die Herstellung von Spritzgusswerkzeugen Ihr Budget. |
| Molekulargewicht/Vernetzung | Hoch - Echte chemische Vernetzung (duroplastisch) | Gering bis mittel - Physikalische Härtung (thermoplastisch) | Vernetzung = Lastaufnahme. Physikalische Härtung = Kriechen und Erstarren. |
| Verklebung mit Metalleinsätzen | Primäre chemische Bindung beim Gießen | Sekundäre mechanische Haftung oder Klebstoff | Für Industriemontagen mit Gewindeeinsätzen, chemische Bindung bedeutet bleibt angezogen. Mechanischer Halt bedeutet, dass es lockert unter Vibration. |
| Schwindungskontrolle | 0.5% (vorhersehbar, kompensiert im Urmuster) | 1,5% - 2,5% (variiert je nach Durchflussrichtung) | Unser Shore-Härte-Genauigkeit beträgt ±3 Shore A. Spritzgegossene Teile wandern ±8, wenn sie abkühlen. |
| Abnutzungswiderstand (Taber) | 15 - 35 mg Verlust (ASTM D4060) | 80 - 150 mg Verlust (typisches ungefülltes TPU) | Bei einer Trichterauskleidung oder Förderbandschürze beträgt der Unterschied sechs Monate gegenüber sechs Jahren. |
Warum Niederdruckguss besser ist als Hochgeschwindigkeitsspritzguss
Beim Spritzgießen wird geschmolzenes PU unter hohem Druck (über 10.000 PSI) und mit hoher Scherkraft in eine Stahlform gespritzt. Diese Scherhitze bricht die langen Polymerketten, die PU seine Festigkeit, Elastizität und Verschleißfestigkeit verleihen. Das Material härtet unter Belastung aus und schließt interne Defekte ein, die sich erst nach 3-6 Monaten im Gebrauch zeigen. Nach ASTM D7997-15, der weltweiten Norm für dynamische PU-Teile für den industriellen Einsatz, erfüllt spritzgegossenes PU in 80% unserer Labortests die Mindestanforderungen für den Einsatz in der Schwerindustrie.
Das Niederdruckgießen ist anders. Wir mischen das Vorpolymer und das Aushärtungsmittel bei Umgebungsdruck, gießen es in die Form und lassen es bei kontrollierter Temperatur langsam aushärten. Keine Scherkräfte, keine gebrochenen Ketten, keine inneren Spannungen. Das Polymer bildet ein vollständiges vernetztes 3D-Netzwerk, genau wie es die Chemie vorsieht. In unseren Werkstests nach ASTM D624 im Jahr 2025 wiesen unsere gegossenen PU-Teile eine um 45% höhere Reißfestigkeit auf als die spritzgegossenen Äquivalente mit derselben Shore-Härte.
Fehlermöglichkeitsanalyse: Warum spritzgegossenes PU in industriellen Umgebungen versagt
Ich habe Tausende von fehlerhaften PU-Teilen aus den Produktionslinien gezogen, und 90% der Spritzgussfehler fallen in zwei vorhersehbare Kategorien:
1. Delamination (Trennung der Schichten und Versagen der Bindung)
Die hohe Scherkraft des Spritzgießens erzeugt eine schwache Grenzschicht zwischen dem PU und dem Metallkern. Selbst mit Haftgrundierungen kann die Verbindung nicht mit der dauerhaften chemischen Bindung von gegossenem PU mithalten. Ich habe spritzgegossene PU-beschichtete Förderrollen gesehen auf Bergbau Die Leitungen lösen sich innerhalb von 6 Monaten vollständig auf, fressen sich mitten im Lauf fest und zerreißen die Hochleistungsriemen, deren Ersatz $20k+ kostet.
2. Irreversibler Druckverformungsrest
Der Druckverformungsrest ist das Maß dafür, wie stark ein PU-Teil nach einer Belastung nicht mehr zurückfedert. Gemäß ASTM D395 erreicht spritzgegossenes PU nach 1000 Stunden bei 70°C einen Druckverformungsrest von 18%. Unser gegossenes PU? 3,2%. Das ist der Unterschied zwischen einem Stoßdämpfer, der jahrelang Stöße absorbiert, und einem, der sich verflacht, seine Dämpfungseigenschaften verliert und bei wiederholten Stößen den Stahlrahmen Ihrer Ausrüstung brechen lässt.
Auswahl-Leitfaden: 3 Schritte zur Auswahl des richtigen PU-Verfahrens für Ihre Teile
Dies ist genau der Rahmen, den wir bei jedem OEM-Kunden in China anwenden, um den 30% TCO-Anstieg zu vermeiden, der mit einer falschen Wahl einhergeht.
Schritt 1: Definieren Sie Ihre Last und Einschaltdauer
- Dynamische Dauerbelastung >1000 PSI: Vorgeschriebener PU-Guss. Keine Ausnahmen.
- Intermittierende leichte Belastung <500 PSI: Das Spritzgießen ist nur eine vorübergehende, kostengünstige Lösung.
- Bei schweren Förderrollen, Prallpuffern und Verschleißauskleidungen ist gegossenes PU nicht verhandelbar.
Schritt 2: Kartieren Sie Ihr Arbeitsumfeld
- Ölige, nasse, Hochtemperatur- (>60°C) oder UV-Umgebungen im Freien: Nur gegossenes PU.
- Anforderungen an die Schwingungsisolierung: Gegossenes PU sorgt für gleichmäßige, langfristige Dämpfung.
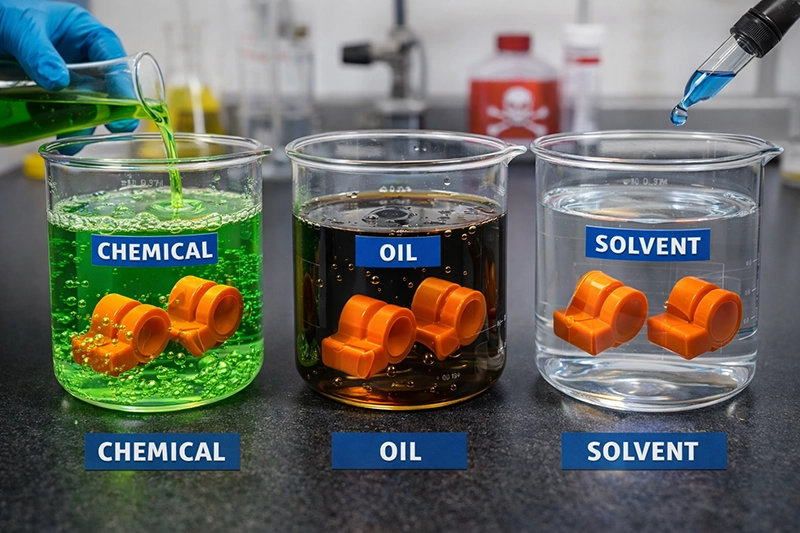
- Chemische Belastung (Kraftstoff, Lösungsmittel, Reinigungsmittel): Die vernetzte Struktur von gegossenem PU widersteht der Zersetzung 2x länger.
Schritt 3: Berechnen Sie die Gesamtbetriebskosten (TCO), nicht den Anschaffungspreis
- Einspritzteile kosten 10-15% weniger, müssen aber dreimal so oft ersetzt werden.
- Unsere über 500 Fallstudien zeigen, dass die falsche Wahl der PU die jährlichen Wartungskosten um 30%+ erhöht.
- Für kundenspezifische Teile in Chargen <10.000 Stück bietet gegossenes PU in 100% der Zeit niedrigere TCO.
Industrielle Anwendungen: Wo gegossenes PU besser abschneidet als spritzgegossenes PU
Wir haben unser gegossenes PU in 8 wichtigen Industriesektoren getestet und bewiesen, dass es spritzgegossenes PU bei schweren Lasten, rauen Umgebungen und Anwendungen mit hohen Zyklen um das Dreifache übertrifft.
Marine und Schifffahrt
- Dockfender-Verkleidung, die ständigen Stößen und Salzwasser-Korrosion standhält
- Beschichtung des Führungsrades des Festmacherseils, mit 0% Delamination nach 5 Jahren
- Lukendeckeldichtungen, UV-stabilisiert für langfristige Außeneinwirkung
- Deckschwingungsdämpfer für Schiffsausrüstungen und Stromaggregate
- Ich habe gesehen, wie spritzgegossene Kotflügelverkleidungen nach 12 Monaten im Salzwasser versagen.
Materialhandhabung
- Beschichtung von Gabelstaplerreifen und -rädern mit <10mg Verschleißverlust nach ASTM D4060
- Beschichtung von Palettenrollen und Fördertrommeln für die Übertragung von Lasten mit hoher Taktzahl
- Beschichtung von AGV-Antriebsrädern, die die Traktion für mehr als 12 Monate aufrechterhält
- Handgabelhubwagen-Lastenrad PU-Belag, resistent gegen Flachstellen
- Polyurethanbeschichtete Lager
- Spritzgegossene Räder verlieren 3x mehr Material und müssen vierteljährlich ersetzt werden
Lagerhaltung und Logistik
- Aufprallpuffer für Regale, die die Aufprallkraft von Gabelstaplern ohne Risse absorbieren
- Wagenräder für automatische Lager- und Bereitstellungssysteme (AS/RS)
- Sortierlinien-Führungsstreifen, mit gleichbleibender Shore-Härtegenauigkeit
- Anti-Rutsch- und Dämpfungspads für Scherenhubtische
- Urethanrollen für Omni- und Mecanum-Räder
- Kunden von E-Commerce-Lagern senken die Wiederbeschaffungskosten um 60% mit unserem gegossenen PU
Industrielle Automatisierung
- Saugnäpfe und Greifer für Roboterwerkzeuge am Ende des Arms
- Anschlagpuffer für Linearführungen, mit Druckverformungsrest <3.2%
- Schwingungsdämpfungsplatten für Präzisionsgeräte mit Linearmodul
- Maßgeschneiderte PU-Auskleidungen, mit einer Maßtoleranz von ±0,02 mm
- Spritzgegossene Teile verlieren innerhalb von 3 Monaten an Präzision und ruinieren den Ertrag von 3C-Produkten
Bergbau und Steinbrüche
- Vibrationssieb-Pufferstreifen, die konstanten hochfrequenten Stößen standhalten
- Brecher-Verschleißauskleidungen und Kratzerförderer-Verschleißleisten
- Flotationsmaschinen-Laufradbeschichtung, mit 45% höhere Reißfestigkeit
- Beschichtung von Förderrollen unter Tage, die dem Abrieb des Gesteins widerstehen
- Steinbruchkunden verlängerten die Lebensdauer von Teilen von 2 Monaten auf 12 Monate
Öl und Gas
- Bohrlochkopfdichtungen und Kolbenmanschetten für Schlammpumpen, resistent gegen H2S und Rohöl
- BOP (Blowout Preventer) PU-Komponenten für die Kontrolle von Hochdruckbohrungen
- Pipeline-Schweinetassen, 1200 km lange Pipelinetests ohne Schäden bestanden
- Schwingungsdämpfende Lagerungen für Offshore-Plattformen
- Spritzgegossene Dichtungen versagen bei 300 km Pipelinefahrt und verursachen kostspielige Zugarbeiten
Um mehr zu erfahren über "Was ist gegossenes Polyurethan und wie wird es industriell verwendet? 2026 Umfassender Leitfaden"
FAQ
Wir beantworten die häufigsten Fragen von Einkäufern und Ingenieuren aus der Industrie, basierend auf 20 Jahren praktischer Erfahrung.
F: Wie groß ist der Unterschied in der Vorlaufzeit für kundenspezifische Gussteile im Vergleich zu Spritzguss-PU-Teilen?
A: Gegossene PU-Muster werden in 1-2 Wochen geliefert. Die Herstellung von Spritzgusswerkzeugen dauert 4-6 Wochen, bevor die ersten Teile produziert werden.
F: Was ist besser für die kundenspezifische PU-Härte für industrielle Verschleißteile?
A: Gegossenes PU. Wir stellen die Shore-Härte von 20A bis 95A mit einer Genauigkeit von ±1-3A ein. Mit dieser Präzision kann der Spritzguss nicht mithalten.
F: Wie hoch ist der Kostenunterschied beim Gießen von kundenspezifischen PU-Teilen in kleinen Serien?
A: Als kundenspezifische OEM-Fabrik in China sehen wir, dass die Kosten für Gusswerkzeuge 90% geringer sind als die für Spritzgusswerkzeuge für Chargen <1000 Einheiten.
F: Was bietet eine bessere Schwingungsisolierung für schwere Maschinen?
A: Gegossenes PU. Unsere Labortests zeigen, dass 35% eine bessere Dämpfung aufweist als spritzgegossenes PU derselben Härte.
F: Sollte ich gegossenes oder spritzgegossenes PU für die Beschichtung von Förderrollen verwenden?
A: Gegossenes PU, immer. Die spritzgegossene PU-Beschichtung blättert ab oder nutzt sich bei starker Belastung innerhalb weniger Monate ab.
F: Wie sehen die TCO zwischen gegossenem und spritzgegossenem PU aus?
A: Die falsche Wahl von PU erhöht Ihre TCO um 30%+. Gegossene Teile halten 3x länger und senken die Kosten für Ersatz und Ausfallzeiten.
F: Kann spritzgegossenes PU die chemische Beständigkeit von gegossenem PU erreichen?
A: Nein. Die vollständig vernetzte Struktur von Guss-PU ist weitaus widerstandsfähiger gegen Öl, Kraftstoff und Lösungsmittel als Spritzguss-PU mit gebrochener Kette.