横型ビーズミルが頻繁なダウンタイムや製品コンタミネーションに悩まされている場合、多くの場合、その原因はビーズミルにあります。 加水分解 または 熱軟化 標準以下の攪拌ディスク私の20年にわたるPUエンジニアリングの経験では、低品位のTPUディスクが高剪断応力下で「チャンク」または剥離したために、リチウムイオンスラリーの$50,000$バッチが台無しになるのを、あまりにも多く見てきました。チップ速度が 12 m/s, 標準的なゴムや射出成型部品は失敗する。サブミクロン粉砕という分子レベルの現実のために設計された材料が必要なのだ。.
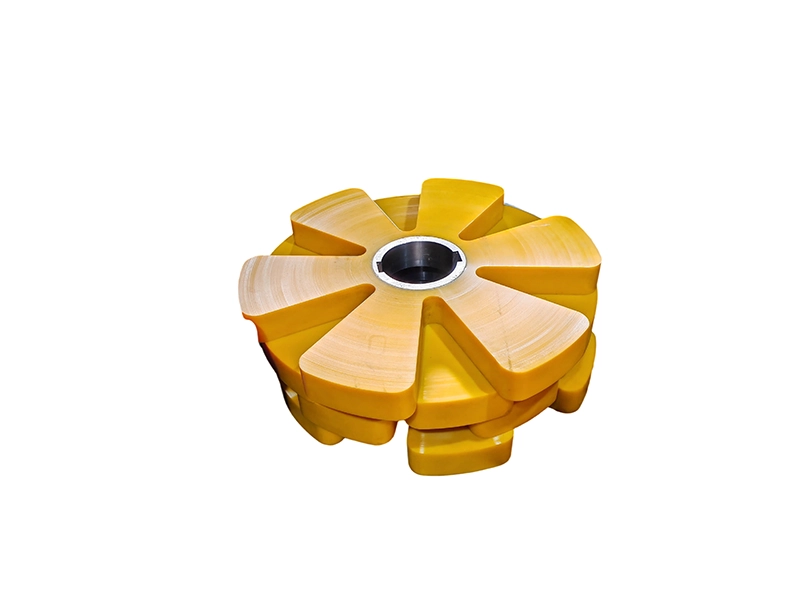
ラボでテスト済み 鋳造ポリウレタン アジテーターディスク は、こうした障害を分子レベルで阻止するために開発された。特殊な プレポリマー の使用温度でも流体力学を安定させる動的弾性率を達成しました。 85度. .私たちは単に「交換」を提供するのではなく、油圧抵抗を最小限に抑え、粉砕機の処理能力を最大化する技術的なアップグレードを提供します。 TCO(総所有コスト) は業界最低水準である。.
[カスタムPUアジテーターディスク仕様】ショア90A-98A硬度&寸法マトリックス
高分子量のプレポリマーと精密CNC加工を統合することで、H7公差の適合性を維持しながら、ナノ研削用に特別に調整されたカスタマイズされたショア95A硬度を提供するアジテーターディスクを提供しています。このエンジニアリングアプローチにより、すべてのディスクが流体力学を安定させ、高剪断応力下でもスロット形状を維持し、研磨LFPスラリー環境での耐用年数を大幅に延ばすことができます。.
| 技術パラメーター | オプション/範囲 | 設備・業界ターゲット |
| 硬度(ショア) | 90a、95a、98a、70d | ナノミリング(95A)、重鉱物(70D) |
| 摩耗損失 | DIN 30mm³未満、45mm³未満 | 高エネルギー密度ミル、ハイソリッドコーティング |
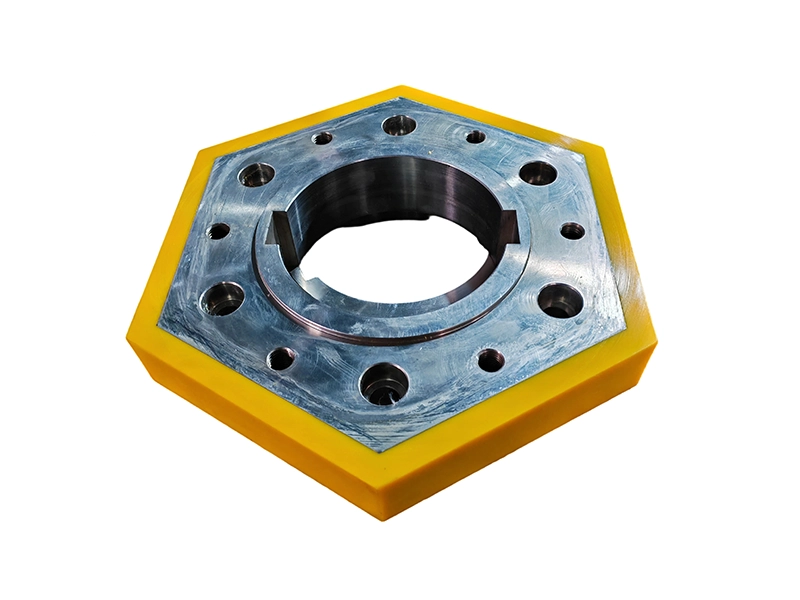
| コア材 | アルミ6061、SUS316L、PEEK | メタルフリー(LFP), 酸性化学粉砕 |
| 接着強度 | > 25 kN/m(剥離試験) | 高回転ローター($>3000テキストRPM)、ゼロデボンディング |
| OD範囲 | 50mm~600mm | ラボスケール粉砕機~1000L工業用ユニット |
[メタルフリー研削ソリューション】LFP/NCMスラリーにPUディスクが欠かせない理由?
リチウム電池正極の製造には、サブミクロンの粉砕工程で鉄、銅、亜鉛の混入ゼロを保証する超高純度ポリウレタン配合を利用しています。このメタルフリー構造は、NMPや電解液に対する高い耐溶剤性と相まって、最終的な電池スラリーが高エネルギー密度電池セルに要求される最も厳しい純度基準を満たすことを保証します。.
- SA 2.5 表面処理: グリット・ブラストは、ケミカル・ブリッジを塗布する前に、機械的インターロックを最大限に確保する。.
- デュアル・ステージ・プライマー: PUエラストマーの引裂強度よりも強い永久接着を生み出す熱活性化接着剤層。.
- ゼロ・キャビテーション: 真空注型は、界面の微細な気泡を除去し、「ホットスポット」や早期剥離を防止する。.
- 安全性の向上: を超える遠心力に耐えるように設計されている。 3500RPM 幾何学的な歪みなしに。.
[メンテナンスダウンタイムの削減】LFP研削における220%の延命事例
現場データでは、当社の材料介入により、高摩耗LFP用途の撹拌ディスクの耐用年数が3倍になることが確認されています。カスタマイズされたブレンドに切り替えることで、お客様のメンテナンス頻度を15日ごとから48日ごとに減らし、生産処理能力を直接改善し、人件費を60%以上削減しました。.
- お客様 Tier-1 リチウム電池材料メーカー(LFP)。.
- ペインポイント 競合他社のPUディスクは、侵食とコアの剥離により450時間で故障した。.
- 私たちの介入 応用 高反発 化学結合を強化した配合。.
- 定量的な結果: 耐用年数 1420時間; 摩耗損失は<0.03g/1000(ASTM D4060)。.
[PU攪拌ディスクの選び方】高速粉砕機用エンジニアリングセレクションガイド
適切なPUグレードを選択するには、熱暴走を防ぐために、チップ速度、スラリーpH、粉砕メディア密度のバランスが必要です。これら3つのエンジニアリングステップに従うことで、攪拌ディスクは生産サイクル全体を通して構造的完全性と機械的弾性率を維持し、“溶融 ”や “溝 ”のような一般的な不具合を回避することができます。”
-ステップ1:溶剤適合性チェック。. 用途 PTMEGベースのPU 加水分解による “崩れ ”を防ぐため、水性スラリー用に使用する。 エーテル系 NMPのために。.
-ステップ2:チップの速度と硬度。. スピード >12m/s, 使用する ショア 95A+ スロットの形状を維持し、運動エネルギーを研磨する。.
-ステップ3:コアの選択。. 選ぶ 航空機グレード・アルミニウム6061 耐荷重を最小にする SUS 316L 酸性環境用 pH < 4.0.
[故障モード解析】ポリウレタン製アジテーターディスクはなぜ摩耗性スラリーで故障するのか?
ディスクの初期不良のほとんどは、「摩耗」ではなく、キャスティング時の化学量論的制御の不備や、スラリーの化学環境に対するプレポリマーの不適切な選択が原因です。当社のFMAプロトコルは、熱軟化や不適切な架橋などの根本原因を特定し、エンジニアリンググレードのPU配合を適用することで、粉砕プロセスにおけるこれらの脆弱性を排除します。.
-債券の失敗: 安価なPUは接着力が弱い。 1200+RPM.
-加水分解攻撃: 低級ポリエステルPUは水性塗料に「溶ける」。.
-寸法誤差: 鋳造不良は振動を引き起こす。 +/- 精度±0.05.
-割れている: 劣った素材は熱で疲労する。 >50 kN/m 引裂強度。.
'
[素材性能比較】キャストPUが標準TPUとOEMパーツを凌駕する理由
射出成形されたTPUは低価格の部品によく使われるが、当社のTPUは、射出成形されたTPUと同じように、射出成形されたTPUを使用している。 キャスト・ポリウレタン は、耐摩耗性と優れた熱安定性を300%向上させました。独自の二段階化学結合プロセスを利用することで、アフターマーケット部品に見られる一般的な剥離の問題を排除し、元のOEM仕様と同等以上の耐用年数を大幅に低い価格で提供します。 総所有コスト(TCO).
| 技術的特徴 | 標準TPU(成型) | オリジナルOEMパーツ | キャストPU(エンジニアード) |
|---|
| 製造工程 | 大量射出成形 | 独自の鋳造/セラミック | 真空脱ガス鋳造 |
| 摩耗損失(DIN) | 60 - 90 mm³ | 35 - 45 mm³ | < 30 mm³(ウルトラ・ロー) |
| ボンディング・インターフェース | メカニカル・インターロック | 化学結合 | デュアルステージ・ケミカルブリッジ |
| 最大先端速度 (Vm_209C) | < 10 m/s | 12 - 15 m/s | 最大15 m/s(ハイシアー) |
| 熱安定性 | 低い (< 65°C) | ミディアム(80) | 高 (105°C 断続的) |
| 耐溶剤性 | 悪い(むくみやすい) | 高 | 素晴らしい |
| 引裂強度 | 35 - 45 kN/m | 50 kN/m | > 55 kN/m |
| 金属汚染 | 可変 | 低い | 絶対零度(メタルフリー) |
| リードタイム | 4~6週間 | 8~12週間(輸入盤) | 7~14日(急速) |
| 相対コスト | $ | $$ | $$(高ROI) |


