If your horizontal bead mill is suffering from frequent downtime or product contamination, the culprit is often the hydrolytic degradation or thermal softening of substandard agitator discs. In my 20 years of PU engineering, I’ve seen too many $50,000$ batches of lithium-ion slurry ruined because a low-grade TPU disc “chunked” or debonded under high-shear stress. When tip speeds exceed 12 m/s, standard rubber and injection-molded parts fail; you need a material engineered for the molecular reality of sub-micron grinding.
Our laboratory-tested cast polyurethane agitator discs are formulated to intercept these failures at the molecular level. By utilizing specialized prepolymers and vacuum-degassing casting, we achieve a dynamic modulus that stabilizes fluid dynamics even at operating temperatures of 85 degree C. We don’t just provide “replacements”—we provide technical upgrades that minimize hydraulic drag and maximize your mill’s throughput, ensuring your TCO (Total Cost of Ownership) is the lowest in the industry.
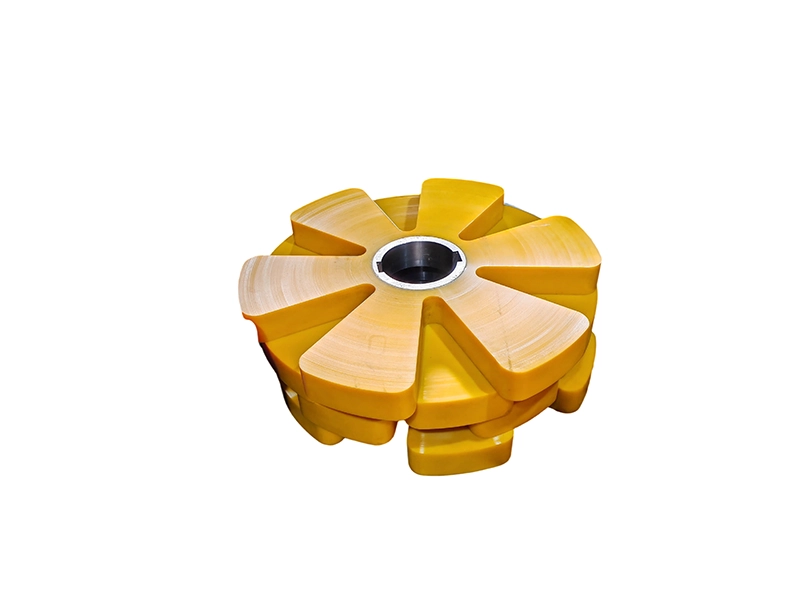
By integrating high-molecular-weight prepolymers with precision CNC-machining, we provide agitator discs that maintain an H7 tolerance fit while offering customized Shore 95A hardness specifically tuned for nano-grinding. This engineering approach ensures that every disc stabilizes fluid dynamics and maintains slot geometry under high-shear stress, significantly extending service life in abrasive LFP slurry environments.
[Metal-Free Grinding Solutions] Why PU Discs are Non-Negotiable for LFP/NCM Slurry?
For lithium battery cathode production, we utilize ultra-pure polyurethane formulations that guarantee zero iron, copper, or zinc contamination during the sub-micron milling process. This metal-free architecture, combined with high solvent resistance against NMP and electrolytes, ensures that your final battery slurry meets the most stringent purity standards required for high-energy density battery cells.
– SA 2.5 Surface Preparation: Grit-blasting ensures maximum mechanical interlocking before the chemical bridge is applied.
– Dual-Stage Primer: A heat-activated adhesive layer that creates a permanent bond stronger than the PU elastomer’s tear strength.
– Zero Cavitation: Vacuum casting removes micro-bubbles at the interface, preventing “hot spots” and premature debonding.
– Increased Safety Factor: Engineered to withstand centrifugal forces exceeding 3500RPM without geometric distortion.
[Reducing Maintenance Downtime] Case Study: 220% Life Extension in LFP Grinding
Field data confirms that our material intervention can triple the service life of agitator discs in high-wear LFP applications. By switching to a customized blend, we reduced a client’s maintenance frequency from every 15 days to 48 days, directly improving their production throughput and reducing labor costs by over 60%.
– Customer: Tier-1 Lithium Battery Material Manufacturer (LFP).
– Pain Point: Competitor’s PU discs failed at 450 hours due to erosion and core detachment.
– Our Intervention: Applied High-Rebound formula with enhanced chemical bonding.
– Quantifiable Result: Service life reached 1420 hours; abrasion loss recorded at <0.03g/1000(ASTM D4060).
[How to Select PU Agitator Discs] Engineering Selection Guide for High-Speed Mills
Selecting the correct PU grade requires a balance of tip speed, slurry pH, and grinding media density to prevent thermal runaway. Following these three engineering steps ensures that your agitator disc maintains its structural integrity and mechanical modulus throughout the entire production cycle, avoiding common failures like “melting” or “grooving.”
– Step 1: Solvent Compatibility Check. Use PTMEG-based PU for water-based slurries to prevent hydrolytic “crumbling”; use ether-based for NMP.
– Step 2: Tip Speed vs. Hardness. For speeds >12m/s, use Shore 95A+ to maintain slot geometry and grinding kinetic energy.
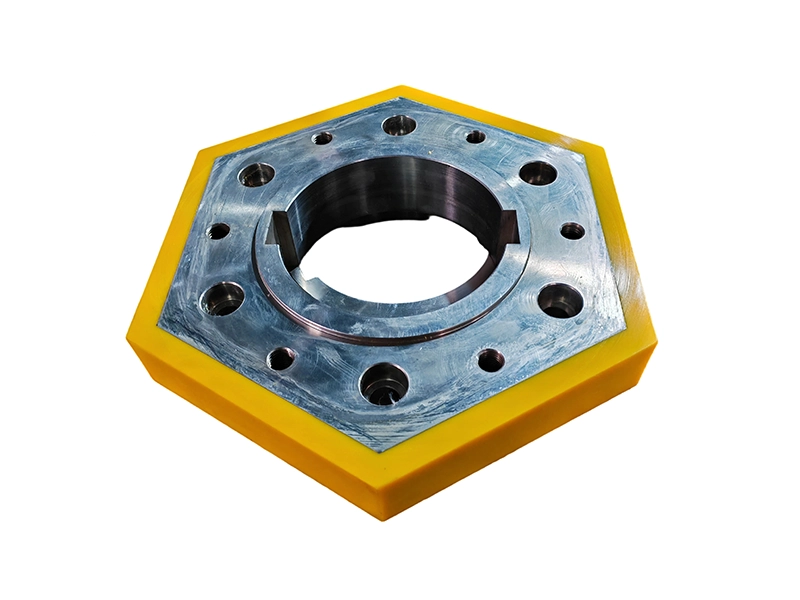
– Step 3: Core Selection. Choose Aircraft-grade Aluminum 6061 to minimize bearing load, or SUS 316L for acidic environments pH < 4.0.
[Failure Mode Analysis] Why Do Polyurethane Agitator Discs Fail in Abrasive Slurry?
Most early disc failures are not caused by “wear,” but by poor stoichiometric control during casting or improper prepolymer selection for the slurry’s chemical environment. Our FMA protocol identifies the root causes—such as thermal softening or improper cross-linking—and applies engineering-grade PU formulations to eliminate these vulnerabilities in your milling process.
– Bond Failure: Cheap PU uses weak adhesion; our dual-bond holds at 1200+RPM.
– Hydrolytic Attack: Low-grade polyester PU “dissolves” in water-based paints; our PTMEG formula remains stable.
– Cracking: Inferior materials fatigue under heat; our PU has >50 kN/m tear strength.
‘
[Material Performance Comparison] Why Cast PU Outperforms Standard TPU and OEM Parts
hile injection-molded TPU is common for low-cost parts, our Cast Polyurethane offers a 300% increase in abrasion resistance and superior thermal stability. By utilizing a proprietary dual-stage chemical bonding process, we eliminate the common debonding issues found in aftermarket parts, providing a service life that matches or exceeds original OEM specifications at a significantly lower Total Cost of Ownership (TCO).
Technical Feature
Standard TPU (Molded)
Original OEM Parts
Our Cast PU (Engineered)
Manufacturing Process
High-volume Injection Molding
Proprietary Casting/Ceramic
Vacuum-Degassed Casting
Abrasion Loss (DIN)
60 – 90 mm³
35 – 45 mm³
< 30 mm³ (Ultra-Low)
Bonding Interface
Mechanical Interlocking
Chemical Bonding
Dual-Stage Chemical Bridge
Max Tip Speed (Vₜ)
< 10 m/s
12 – 15 m/s
Up to 15 m/s (High Shear)
Thermal Stability
Low (< 65°C)
Medium (80°C)
High (105°C Intermittent)
Solvent Resistance
Poor (Prone to Swelling)
High
Excellent
Tear Strength
35 – 45 kN/m
50 kN/m
> 55 kN/m
Metal Contamination
Variable
Low
Absolute Zero (Metal Free)
Lead Time
4 – 6 Weeks
8 – 12 Weeks (Import)
7 – 14 Days (Rapid)
Relative Cost
$
$$
$$ (High ROI)
How do you prevent debonding between the aluminum core and the polyurethane?
We utilize a proprietary dual-stage chemical bonding system combined with SA 2.5 surface grit-blasting. This ensures a peel strength exceeding 25 kN/m, which is stronger than the tear strength of the PU itself. This technology eliminates the risk of catastrophic debonding even at high linear tip speeds up to 15 m/s.
What is the expected service life of your cast PU discs compared to standard TPU parts?
Our cast polyurethane formulations achieve a DIN abrasion loss of < 35mm³, whereas injection-molded TPU typically ranges from 60-80mm³. In real-world LFP slurry applications, our discs consistently provide a 2x to 3x increase in service life, significantly reducing your Total Cost of Ownership (TCO).
Are your PU agitator discs compatible with Netzsch Zeta and Bühler Centex mills?
Yes. We maintain an extensive database of OEM dimensions and provide 1:1 interchangeable replacements. Every disc is CNC-machined to ensure an H7 tolerance fit on the shaft, ensuring zero vibration and preventing premature wear on your mill's mechanical seals.
Can these discs handle metal-free grinding for Lithium Battery (LFP) production?
Absolutely. We offer specialized
How does your PU material react to aggressive solvents like NMP or MEK?
We use high-performance prepolymers that offer superior solvent resistance. Our discs exhibit minimal swelling (< 3% volume change) when exposed to NMP or Acetates, maintaining their structural integrity and slot geometry where inferior PU would fail.
What Shore hardness is recommended for sub-micron nano-grinding?
For high-energy density milling with bead sizes between 0.1 mm and 0.5 mm, we recommend Shore 95A to 98A. This higher modulus provides the necessary
Can you provide FDA-compliant agitator discs for pharmaceutical milling?
Yes, we manufacture specific grades using FDA CFR 177.2600 compliant raw materials. These discs are pigment-free and designed for clean-room environments, ensuring no chemical leaching or contamination during the production of pharmaceuticals or food-grade pigments.
How do you ensure the dynamic balance of the discs at high RPM?
All discs exceeding 200 mm in diameter undergo static and dynamic balancing tests. We control the casting density to within ±0.01 g/cm³ to prevent centrifugal imbalance, which is essential for protecting your mill's bearings during high-speed operation (up to 3500 RPM)
What is the typical lead time for custom-molded PU agitator parts?
We offer a rapid-response service: standard OEM replacement models are usually in stock or ship within 7 days. For custom designs, our in-house tooling department can produce new molds and first-article samples within 12-15 days.
Do you provide failure analysis for worn agitator discs?
Yes. We offer a Free Failure Mode Analysis (FMA) service. Customers can send us photos or worn samples, and our engineers with 20+ years of experience will diagnose issues like thermal softening or hydrolytic attack and recommend an optimized PU formulation to solve the problem.
How do you deal with customers' molds?
We have dedicated personnel to sort out and maintain molds regularly.
What about the lifespan of molds?
20,000 times for compressions molds and 30,000 time for casting molds
How long can you keep customers' molds for free?
Due to the large quantity of molds, we can keep the molds for free for 2 to 3 years even if no order.
If the molds are damaged or reach the lifespan , who will be responsible for it ?
Customers only need to pay mold cost once. We will cover the cost if molds are damaged or reach the lifespan.