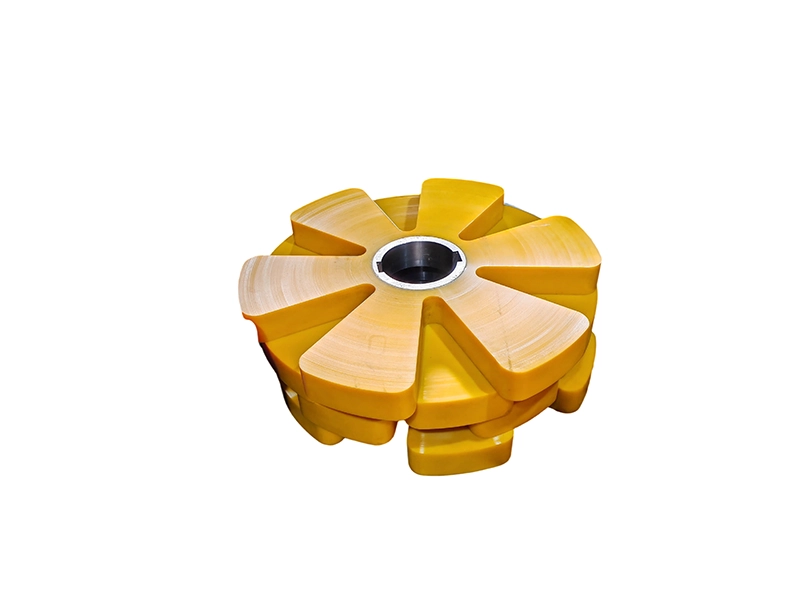
Discos agitadores de poliuretano para molinos de bolas de alto cizallamiento
Discos agitadores de poliuretano fundido de alto rendimiento: Diseñados con precisión para eliminar tiempos de inactividad inesperados.
- Casting Poliuretano elimina eficazmente la deformación de las ranuras y la pérdida de eficacia de fresado en lodos de batería de alta viscosidad.
- Pérdida por abrasión DIN inferior a 35 mm³ prolonga la vida útil en 300% en comparación con la goma estándar, lo que reduce drásticamente los costes por paradas imprevistas.
- Adhesión química patentada de doble fase garantiza una adherencia nula de los núcleos de aluminio incluso a velocidades de punta lineales extremas de 15 m/s.
- Cero contaminación metálica absoluta (Fe, Cu, Zn) garantiza un procesamiento de gran pureza para las sensibles líneas de producción de material de cátodos de iones de litio.
- Tolerancias H7 mecanizadas con CNC de precisión garantizan la compatibilidad OEM 1:1 con los molinos Netzsch y Bühler, evitando la vibración del eje y el desgaste de las juntas.
INDUSTRIAS ATENDIDAS: Recubrimientos químicos , Materiales de fabricación de baterías de nueva energía
Si su molino de bolas horizontal está sufriendo frecuentes paradas o contaminación del producto, el culpable suele ser el degradación hidrolítica o ablandamiento térmico de discos agitadores de calidad inferior. En mis 20 años de ingeniería de PU, he visto demasiados lotes de $50,000$ de lodos de iones de litio arruinados porque un disco de TPU de baja calidad se “astilló” o se despegó bajo una gran tensión de cizallamiento. Cuando las velocidades de las puntas superan 12 m/s, Las piezas estándar de caucho y moldeadas por inyección fallan; se necesita un material diseñado para la realidad molecular del rectificado submicrónico.
Nuestras pruebas de laboratorio poliuretano moldeado discos agitadores están formulados para interceptar estos fallos a nivel molecular. Mediante la utilización de prepolímeros y fundición desgasificadora al vacío, conseguimos un módulo dinámico que estabiliza la dinámica del fluido incluso a temperaturas de funcionamiento de 85 grados C. No nos limitamos a suministrar “recambios”, sino que proporcionamos mejoras técnicas que minimizan el arrastre hidráulico y maximizan el rendimiento de su molino, garantizando que su TCO (Coste Total de Propiedad) es la más baja del sector.
[Especificaciones del disco agitador de PU personalizado] Dureza Shore 90A-98A y matriz dimensional
Mediante la integración de prepolímeros de alto peso molecular con un mecanizado CNC de precisión, proporcionamos discos agitadores que mantienen un ajuste de tolerancia H7 a la vez que ofrecen una dureza Shore 95A personalizada ajustada específicamente para el nanomolido. Este enfoque de ingeniería garantiza que cada disco estabilice la dinámica de los fluidos y mantenga la geometría de la ranura en condiciones de alta tensión de cizallamiento, lo que prolonga significativamente la vida útil en entornos de lodos LFP abrasivos.
Parámetros técnicos
Opciones / Rangos
Equipamiento e industria Objetivo
Dureza (Shore)
90A, 95A, 98A, 70D
Nanomolienda (95A), Minerales pesados (70D)
Pérdida por abrasión
DIN < 30 mm³, < 45 mm³
Molinos de alta densidad energética, Revestimientos de alto contenido en sólidos
Material del núcleo
Alum 6061, SUS 316L, PEEK
Sin metal (LFP), Molienda química ácida
Fuerza de adhesión
> 25 kN/m (ensayo de pelado)
Rotores de altas RPM ($>3000{texto{ RPM}}$), sin descascarillado
Rango OD
De 50 mm a 600 mm
Molinos de laboratorio hasta 1000L Unidades industriales
[Soluciones de rectificado sin metal] Por qué los discos de PU son innegociables para el lodo LFP/NCM?
Para la producción de cátodos de baterías de litio, utilizamos formulaciones de poliuretano ultrapuras que garantizan una contaminación cero por hierro, cobre o zinc durante el proceso de molienda submicrónica. Esta arquitectura sin metales, combinada con una alta resistencia a los disolventes frente al NMP y los electrolitos, garantiza que su pasta final para baterías cumpla las normas de pureza más estrictas exigidas para las celdas de baterías de alta densidad energética.
- SA 2.5 Preparación de la superficie: El granallado garantiza el máximo enclavamiento mecánico antes de aplicar el puente químico.
- Imprimación de doble etapa: Una capa adhesiva activada por calor que crea una unión permanente más fuerte que la resistencia al desgarro del elastómero de PU.
- Cavitación cero: El colado al vacío elimina las microburbujas en la interfaz, lo que evita los “puntos calientes” y el despegado prematuro.
- Mayor factor de seguridad: Diseñado para resistir fuerzas centrífugas superiores a 3500RPM sin distorsión geométrica.
[Reducción del tiempo de inactividad por mantenimiento] Caso práctico: Prolongación de la vida útil de 220% en el rectificado LFP
Los datos de campo confirman que la intervención de nuestro material puede triplicar la vida útil de los discos agitadores en aplicaciones LFP de alto desgaste. Al cambiar a una mezcla personalizada, redujimos la frecuencia de mantenimiento de un cliente de cada 15 días a 48 días, mejorando directamente su rendimiento de producción y reduciendo los costes de mano de obra en más de 60%.
- Cliente: Fabricante de materiales para baterías de litio (LFP) de nivel 1.
- Punto de dolor: Los discos de PU de la competencia fallaron a las 450 horas debido a la erosión y al desprendimiento del núcleo.
- Nuestra intervención: Aplicada De alto rebote fórmula con enlace químico mejorado.
- Resultado cuantificable: Vida útil alcanzada 1420 horas; pérdida por abrasión registrada en <0,03g/1000(ASTM D4060).
[Cómo seleccionar discos agitadores de PU] Guía de selección de ingeniería para molinos de alta velocidad
La selección del grado correcto de PU requiere un equilibrio entre la velocidad de la punta, el pH de la lechada y la densidad de los medios de molienda para evitar el desbordamiento térmico. Seguir estos tres pasos de ingeniería garantiza que su disco agitador mantenga su integridad estructural y su módulo mecánico a lo largo de todo el ciclo de producción, evitando fallos comunes como el “fundido” o el “estriado.”
-Paso 1: Comprobación de la compatibilidad de los disolventes. Utilice PU a base de PTMEG para lechadas a base de agua para evitar el “desmoronamiento” hidrolítico; utilizar a base de éter para NMP.
-Paso 2: Velocidad de la punta frente a dureza. Para velocidades >12m/s, Utilice Shore 95A+ para mantener la geometría de la ranura y la energía cinética de trituración.
-Paso 3: Selección del núcleo. Elija Aluminio de calidad aeronáutica 6061 para minimizar la carga de apoyo, o SUS 316L para ambientes ácidos pH < 4,0.
[Análisis modal de fallos] ¿Por qué fallan los discos agitadores de poliuretano en lodos abrasivos?
La mayoría de los fallos prematuros de los discos no se deben al “desgaste”, sino a un control estequiométrico deficiente durante el moldeo o a una selección inadecuada del prepolímero para el entorno químico de la pasta. Nuestro protocolo FMA identifica las causas fundamentales, como el reblandecimiento térmico o la reticulación inadecuada, y aplica fórmulas de PU de calidad técnica para eliminar estas vulnerabilidades en su proceso de fresado.
-Fracaso de la adhesión: El PU barato tiene una adherencia débil; nuestro adhesivo doble se mantiene en 1200+RPM.
-Ataque hidrolítico: El poliéster PU de baja calidad se “disuelve” en las pinturas al agua; nuestra fórmula PTMEG permanece estable.
-Rompiendo: Los materiales inferiores se fatigan con el calor; nuestro PU tiene >50 kN/m resistencia al desgarro.
'
[Comparación del rendimiento de materiales] Por qué el PU fundido supera al TPU estándar y a las piezas OEM
unque el TPU moldeado por inyección es habitual para piezas de bajo coste, nuestro Poliuretano fundido ofrece un aumento de 300% en la resistencia a la abrasión y una estabilidad térmica superior. Al utilizar un proceso patentado de unión química en dos fases, eliminamos los problemas habituales de despegue que se encuentran en las piezas de recambio, proporcionando una vida útil que iguala o supera las especificaciones originales del OEM a un precio significativamente inferior. Coste total de propiedad (TCO).
Características técnicas
TPU estándar (moldeado)
Piezas originales OEM
Nuestro PU moldeado (Engineered)
Proceso de fabricación
Moldeo por inyección de gran volumen
Fundición/cerámica patentada
Fundición desgasificada al vacío
Pérdida por abrasión (DIN)
60 - 90 mm³
35 - 45 mm³
< 30 mm³ (ultrabajo)
Interfaz de unión
Enclavamiento mecánico
Enlace químico
Puente químico de doble etapa
Velocidad máxima de la punta (Vₜ)
< 10 m/s
12 - 15 m/s
Hasta 15 m/s (High Shear)
Estabilidad térmica
Bajo (< 65°C)
Medio (80°C)
Alta (105°C intermitente)
Resistencia a los disolventes
Pobre (propenso a hincharse)
Alto
Excelente
Resistencia al desgarro
35 - 45 kN/m
50 kN/m
> 55 kN/m
Contaminación por metales
Variable
Bajo
Cero absoluto (sin metales)
Plazo de entrega
4 - 6 semanas
8 - 12 semanas (Importación)
7 - 14 días (Rápido)
Coste relativo
$
$$
$$ (Alta rentabilidad)
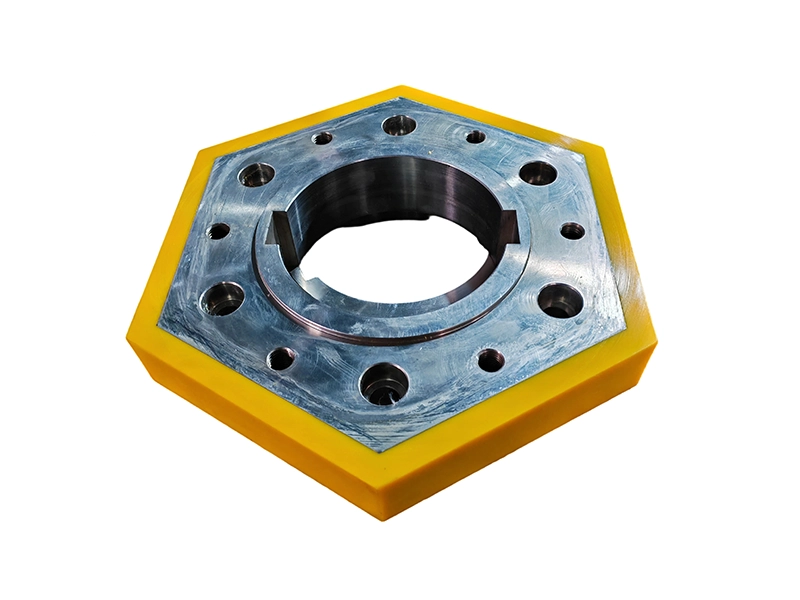
¿Cómo se evita el despegado entre el núcleo de aluminio y el poliuretano?
Utilizamos un sistema patentado de pegado químico en dos fases combinado con el granallado de la superficie SA 2.5. Esto garantiza una resistencia al pelado superior a 25 kN/m, más fuerte que la propia resistencia al desgarro del PU. Esto garantiza una resistencia al pelado superior a 25 kN/m, que es mayor que la resistencia al desgarro del propio PU. Esta tecnología elimina el riesgo de desprendimiento catastrófico incluso a altas velocidades de punta lineal de hasta 15 m/s.
¿Cuál es la vida útil esperada de sus discos de PU fundido en comparación con las piezas estándar de TPU?
Nuestras fórmulas de poliuretano fundido alcanzan una pérdida por abrasión DIN de < 35 mm³, mientras que el TPU moldeado por inyección suele oscilar entre 60 y 80 mm³. En aplicaciones reales de lodos LFP, nuestros discos proporcionan sistemáticamente un aumento de 2 a 3 veces en la vida útil, lo que reduce significativamente el coste total de propiedad (TCO).
¿Son compatibles sus discos agitadores de PU con los molinos Netzsch Zeta y Bühler Centex?
Sí. Mantenemos una extensa base de datos de dimensiones OEM y proporcionamos recambios intercambiables 1:1. Todos los discos se mecanizan mediante CNC para garantizar un ajuste con tolerancia H7 en el eje, lo que garantiza cero vibraciones y evita el desgaste prematuro de los sellos mecánicos de su molino.
¿Pueden estos discos desbastar sin metal para la producción de baterías de litio (LFP)?
Absolutamente. Ofrecemos servicios especializados
¿Cómo reacciona su material de PU ante disolventes agresivos como NMP o MEK?
Utilizamos prepolímeros de alto rendimiento que ofrecen una resistencia superior a los disolventes. Nuestros discos presentan un hinchamiento mínimo (< 3% de cambio de volumen) cuando se exponen a NMP o acetatos, manteniendo su integridad estructural y la geometría de las ranuras donde fallaría un PU inferior.
¿Qué dureza Shore se recomienda para el nanomolido submicrónico?
Para el fresado de alta densidad energética con tamaños de grano entre 0,1 mm y 0,5 mm, recomendamos Shore 95A a 98A. Este módulo más alto proporciona el
¿Pueden suministrar discos agitadores conformes con la FDA para la molienda de productos farmacéuticos?
Sí, fabricamos grados específicos utilizando materias primas que cumplen la norma FDA CFR 177.2600. Estos discos no contienen pigmentos y están diseñados para entornos de sala limpia, lo que garantiza la ausencia de lixiviación química o contaminación durante la producción de productos farmacéuticos o pigmentos de grado alimentario.
¿Cómo se garantiza el equilibrio dinámico de los discos a altas RPM?
Todos los discos de más de 200 mm de diámetro se someten a pruebas de equilibrado estático y dinámico. Controlamos la densidad de la fundición con una precisión de ±0,01 g/cm³ para evitar el desequilibrio centrífugo, que es esencial para proteger los cojinetes de su molino durante el funcionamiento a alta velocidad (hasta 3500 RPM).
¿Cuál es el plazo de entrega habitual de las piezas de agitador de PU moldeadas a medida?
Ofrecemos un servicio de respuesta rápida: los modelos de recambio OEM estándar suelen estar en stock o se envían en 7 días. Para diseños personalizados, nuestro departamento interno de utillaje puede producir nuevos moldes y muestras de primer artículo en un plazo de 12-15 días.
¿Proporcionan análisis de fallos para discos agitadores desgastados?
Sí. Ofrecemos un servicio gratuito de análisis modal de fallos (FMA). Los clientes pueden enviarnos fotos o muestras desgastadas, y nuestros ingenieros con más de 20 años de experiencia diagnosticarán problemas como el reblandecimiento térmico o el ataque hidrolítico y recomendarán una formulación de PU optimizada para resolver el problema.
¿Cómo trata los moldes de los clientes?
Contamos con personal dedicado a clasificar y mantener los moldes con regularidad.
¿Y la vida útil de los moldes?
20.000 veces para moldes de compresión y 30.000 veces para moldes de fundición
¿Cuánto tiempo puede conservar gratuitamente los moldes de los clientes?
Debido a la gran cantidad de moldes, podemos mantener los moldes de forma gratuita durante 2 a 3 años, incluso si no hay pedido.
Si los moldes se dañan o alcanzan su vida útil, ¿quién será responsable de ello?
Los clientes sólo tienen que pagar el coste del molde una vez. Cubriremos el coste si los moldes se dañan o alcanzan la vida útil.