昨年11月、私は午前3時に中国北部の石炭洗浄工場に立った。原因は?16個の射出成型 PUコーティングコンベヤローラ このようなケースは何百と見てきた。私はこのようなケースを何百と見てきた。購入者は初期部品コストで12%を節約できたが、予定外のダウンタイム、緊急交換、生産損失で$P6万円以上を食いつぶしてしまったのだ。.
PUの配合に15年携わり、500件以上のOEMの不具合事例を経験してきた私が言えることは、すべては化学架橋に帰結するということです。低圧鋳造では完全に架橋した高分子量のポリマー鎖が形成され、実際の工業的ストレスに耐える。高速射出成形では、ポリマー鎖が完全に結合する前に切断されます。これはわずかな配合の違いではなく、12ヶ月以上持つ部品と90日で故障する部品の境界線なのです。.

鋳造対射出成形PU:性能比較表
その理由を理解するために 中国工場 高性能のための鋳造プロセスにこだわる OEM ローラー、車輪、部品は、分子の現実を見る必要がある。.
| ファクター | 低圧鋳造ポリウレタン(当社プロセス) | 高圧射出成形 | なぜ重要なのか |
|---|---|---|---|
| 金型費用(小ロット) | $100 - $1,000 | $15,000 - $50,000 以上 | もし500個必要なら、射出成形金型だけで予算がなくなる。. |
| 分子量/架橋 | 高 - 真の化学架橋(熱硬化性) | 低~中 - 物理的硬化(熱可塑性プラスチック) | 架橋=荷重回復。物理的硬化=クリープと硬化。. |
| 金属インサートへの接着 | 鋳造時の一次化学結合 | 二次機械的グリップまたは接着剤 | について 産業用マウント ねじ込み式インサートでは、ケミカル・ボンドを使用します。 滞在 トルクをかける。メカニカル・グリップとは 緩む 振動の下で。. |
| 収縮抑制 | 0.5% (予測可能、マスターパターンで補正)。 | 1.5%~2.5%(流れ方向により異なる) | 私たちの ショア硬度精度 射出成形部品は、冷えるまでに±8程度になる。. |
| 耐摩耗性(テーバー) | 15~35mgの損失(ASTM D4060) | 80~150mgの損失(典型的な非強化TPU) | ホッパーライナーやコンベアスカートでは、その差は6ヶ月対6年だ。. |
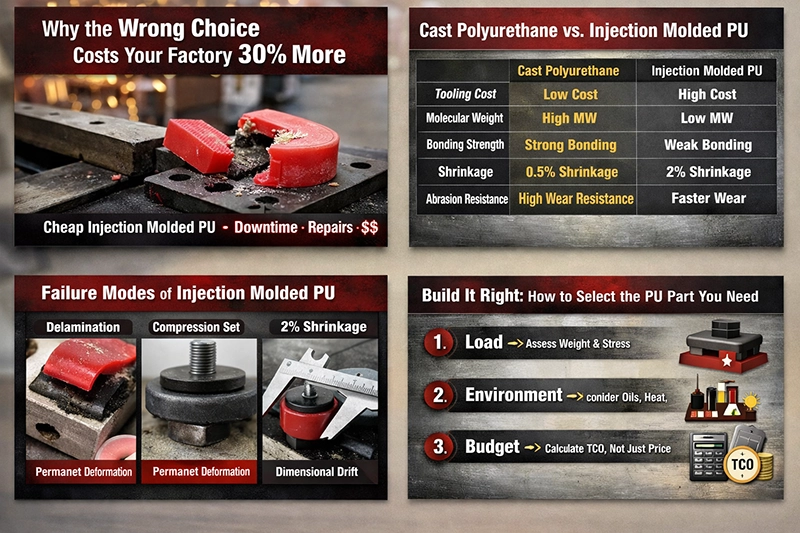
低圧鋳造が高速射出より優れている理由
射出成形は、高圧(10,000 PSI以上)と高いせん断力によって、溶融したPUを鋼鉄製の金型に射出する。このせん断熱により、PUに強度、弾性、耐摩耗性を与える長いポリマー鎖が切断される。材料は応力下で硬化し、使用後3~6ヶ月経って初めて現れる内部欠陥を閉じ込める。工業用PU動的負荷部品の世界標準であるASTM D7997-15によると、射出成形PUは、重工業用として80%のラボ試験で最低性能基準を満たしていません。.
低圧鋳造は違います。常圧でプレポリマーと硬化剤を混合し、鋳型に流し込み、制御された温度でゆっくりと硬化させます。せん断力も、鎖の切断も、内部応力もありません。ポリマーは、化学が意図したとおりの完全な3次元架橋ネットワークを形成します。ASTM D624による2025年の工場試験において、当社のPUキャスト成形品は、同じショア硬度の射出成形品よりも45%高い引裂強度を示しました。.
故障モード分析:射出成形PUが産業環境で故障する理由
私は生産ラインから何千もの失敗したPU部品を引き抜いてきたが、射出成形の失敗のうち90%は、予測可能な2つのカテゴリーに分類される:
1.層間剥離(層間剥離と接着不良)
射出成形の高いせん断力は、PUと金属コアの間に弱い境界層を作ります。接着プライマーを使っても、PUの永久的な化学結合にはかないません。射出成形でPUコーティングされたコンベヤ・ローラーを見たことがあります。 採掘 ラインは6ヶ月で完全に剥離し、走行中に焼き付き、交換に$2万円以上かかる頑丈なベルトを引き裂いてしまう。.
2.不可逆圧縮セット
圧縮永久ひずみとは、PU部品が荷重を受けた後、どの程度跳ね返らないかを示す尺度である。ASTM D395試験により、射出成形PUは70℃で1000時間後に18%の圧縮永久歪を示します。当社のキャストPUは?3.2%です。これは、何年にもわたって衝撃を吸収する衝撃緩衝材と、平らになって減衰能力を失い、繰り返しの衝撃で機器のスチールフレームにひびが入ってしまうものとの違いです。.
選択ガイド:部品に適したPUプロセスを選ぶ3つのステップ
これは、誤った選択によって生じる30% TCOの高騰を避けるために、私たちが中国のカスタムOEM工場のクライアントと使用するフレームワークそのものです。.
ステップ1:負荷とデューティ・サイクルの定義
- 連続動荷重>1000 PSI:鋳造PUが必須。例外なし。.
- 断続的な軽負荷<500 PSI:射出成形は一時的で低コストの修正に過ぎない。.
- 重いコンベアローラー、衝撃緩衝材、摩耗ライナーには、PU鋳造は譲れません。.
ステップ2:職場環境の地図
- 油性、湿潤、高温(60℃以上)、屋外の紫外線環境:キャストPUのみ。.
- 防振要件:鋳造PUは、安定した長期的な減衰を実現します。.
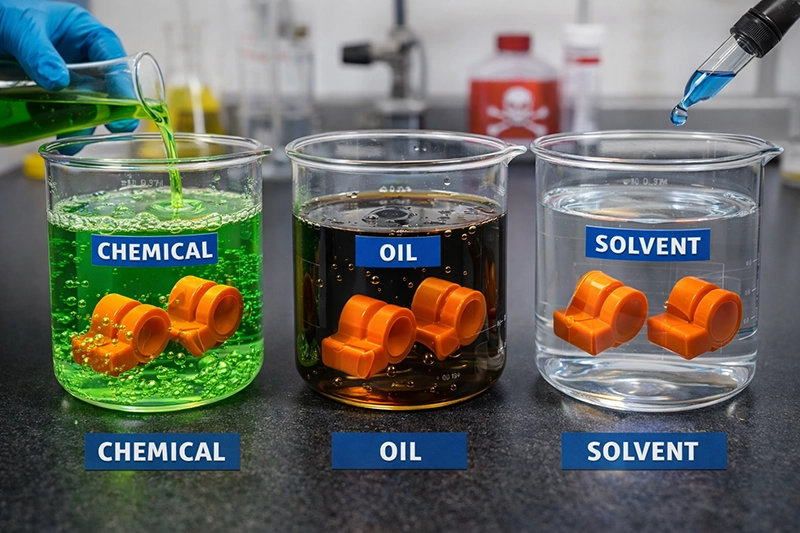
- 化学薬品(燃料、溶剤、洗浄剤)への暴露:キャストPUの架橋構造は、劣化に2倍長く耐える。.
ステップ3:先行価格ではなく、総所有コスト(TCO)を計算する
- インジェクションパーツは10-15%と初期費用は安いが、交換頻度は3倍高い。.
- 当社の500件以上のケーススタディによれば、間違ったPUの選択は、年間メンテナンスコストに30%以上を上乗せする。.
- 10,000個未満のロットのカスタム部品では、鋳造PUの方が100%低いTCOを実現する。.
産業用途:鋳造PUが射出成形PUを凌ぐところ
私たちは、8つの主要産業分野にわたってキャストPUをテストし、高荷重、過酷な環境、高サイクルの用途において、射出成形PUよりも3倍以上長持ちすることを証明しました。.
海運
- ドックフェンダーフェーシング、耐衝撃性、耐塩水腐食性
- ムアリングロープガイドホイール塗装、5年後に0%剥離あり
- ハッチカバーシール、長期屋外暴露用UV安定化処理済み
- 船舶機器および発電機セット用甲板振動ダンパー
- 射出成形されたフェンダーのフェーシングが、海水に浸かって12ヶ月でダメになるのを見たことがある。
マテリアルハンドリング
- フォークリフト用タイヤおよびホイール・コーティング、ASTM D4060による摩耗損失<10mg
- パレットローラーとコンベアプーリーのコーティングによるハイサイクル荷重搬送
- AGVドライブホイールコーティング、12ヶ月以上トラクションを維持
- 手動パレットトラック負荷ホイールPUライニング、フラットスポットに抵抗する
- ポリウレタン・コーティング・ベアリング
- 射出成型ホイールは3倍の材料が失われ、四半期ごとに交換が必要
倉庫・物流
- フォークリフトの衝突力を吸収するラッキング衝撃緩衝材。
- 自動保管・検索システム(AS/RS)用シャトルカー・ホイール
- ショア硬度精度を一定に保つ選別ラインガイドストリップ
- シザーリフト・プラットフォームの滑り止めと減衰パッド
- オムニ&メカナムホイール用ウレタンローラー
- Eコマース倉庫のお客様は、当社のキャストPUを使用することで、交換コストを60%削減することができます。
産業オートメーション
- ロボットアーム先端ツール用サクションカップとグリッパーパッド
- リニアガイドレールストップバッファ、<3.2%圧縮セット付
- 精密機器用リニアモジュール防振パッド
- カスタムフィクスチャーPUライナー、寸法公差±0.02mm
- 射出成形部品は3ヶ月で精度を失い、3C製品の歩留まりを悪化させる
採鉱・採石
- 一定の高周波衝撃に耐える振動スクリーンバッファストリップ
- 粉砕機の摩耗はさみ金およびスクレーパーのコンベヤーの摩耗棒
- 45%より高い引裂強度を持つ浮選機インペラーコーティング
- 岩石摩耗に耐える地下コンベアローラーコーティング
- 採石場の顧客が部品の耐用年数を2カ月から12カ月に延長
石油・ガス
- H2Sと原油に耐性のある坑口シールと泥水ポンプピストンカップ
- 高圧井戸制御用BOP(防噴装置)PU部品
- パイプラインの豚のカップ、, 1200kmのパイプラインテストを無傷で通過
- オフショアプラットフォーム用防振マウント
- 射出成形シールが300kmのパイプライン走行で破損し、コストのかかる引き抜きの原因に
についてもっと知るには "キャストポリウレタンとその工業用途とは?2026年版総合ガイド"
よくあるご質問
産業界のバイヤーやエンジニアからよく寄せられる質問に、20年の現場経験に基づきお答えします。.
Q: カスタム鋳造部品とインジェクションPU部品のリードタイムの違いは何ですか?
A: PU鋳造サンプルは1-2週間で出荷されます。射出成形は、最初の部品が製造されるまでに4~6週間かかります。.
Q: 産業摩耗部品のための注文 PU の硬度はどれがよりよいですか。
A: PUキャスト。ショア硬度は20Aから95Aまで、±1~3Aの精度でダイヤルで調整します。射出成形ではこの精度は出せません。.
Q: 小ロットのカスタムPU部品の成形コストの違いは何ですか?
A: 中国のカスタムOEM工場として、鋳造金型コスト90%は、バッチ<1000ユニットについては射出より少ないと見ています。.
Q:重機の防振効率はどちらが優れていますか?
A: 鋳造PUです。当社のラボテストでは、35%は同じ硬度の射出成型PUよりも優れたダンピング性能を示しています。.
Q: コンベア・ローラーのコーティングには、鋳造PUと射出成形PUのどちらを使うべきですか?
A: 鋳造PUです。射出成型のPUコーティングは、高負荷がかかると数カ月で剥離したり摩耗したりします。.
Q: PUのキャスト成型と射出成型のTCOの比較は?
A: PUの選択を誤ると、TCOが30%+増加します。鋳造部品は3倍長持ちし、交換やダウンタイムのコストを削減します。.
Q: 射出成形PUは、鋳造PUの耐薬品性に匹敵しますか?
A:いいえ。キャストPUの完全架橋構造は、破鎖射出PUよりもはるかに耐油性、耐燃料性、耐溶剤性に優れています。.