Fallstudie: Lösung der Delamination von Polyurethanrollen in einem Hochgeschwindigkeits-Materialtransportsystem
Unter Materialtransport Systemen treten Rollenausfälle selten zu einem günstigen Zeitpunkt auf. In Hochgeschwindigkeits-Logistikbetrieben, die rund um die Uhr laufen, kann ein einziges ausgefallenes Bauteil eine Kettenreaktion in einer ganzen Linie auslösen.
Ein großes automatisiertes Abwicklungszentrum in Nordamerika wandte sich an uns, nachdem es wiederholt zu Ausfällen an seinem Hauptsortierband gekommen war. Die Antriebsrollen mussten alle paar Monate ausgetauscht werden, und die Wartungsteams hatten mit wiederkehrenden Stillständen zu kämpfen, die die Produktionspläne unterbrachen.
Anstatt eine weitere Ersatzrolle zu liefern, begannen wir mit einer Fehleranalyse.
Das Ziel war einfach: herauszufinden, warum die Walzen ausfielen, und festzustellen, ob das Problem mit der Materialauswahl, den Klebemethoden oder den Herstellungsprozessen zusammenhing.
Nach der Untersuchung und Umgestaltung verlängerte sich der Austauschzyklus von etwa drei Monaten auf mehr als vierzehn Monate.

Das Problem des Scheiterns
Die Sortieranlage arbeitet kontinuierlich, 24 Stunden am Tag, mit Fördergeschwindigkeiten über:
Die originalen OEM-Rollen hielten im Allgemeinen zwischen 60 und 90 Tagen, bevor sie ausfielen.
Das häufigste Problem war die Delaminierung des Polyurethans - die Polyurethanschicht löste sich vollständig vom Stahlkern.
Für die Wartungsabteilung war die Walze selbst nur ein Teil der Kosten.
Zu den größeren Auswirkungen gehören:
- Unerwartete Linienunterbrechungen
- Notfall-Wartungsarbeiten
- Druck auf den Ersatzteilbestand
- geringerer Durchsatz
- Kosten für Arbeit und Ausfallzeiten
Wir erhielten mehrere ausgefallene Walzen und führten eine Zerlegungsprüfung durch, um die Ursache zu ermitteln.
Fehleranalyse
Bei der Inspektion wurden zwei Probleme deutlich.
Übermäßiger interner Wärmestau
Bei der ursprünglichen Walze wurde ein TDI-Polyether-Polyurethan-System verwendet.
Bei kontinuierlicher Belastung mit hoher Geschwindigkeit entwickelte das Material durch wiederholte Kompressions- und Erholungszyklen eine übermäßige innere Hitze.
Im Laufe der Zeit beeinträchtigte dieser Hitzestau die Haftschicht zwischen dem Polyurethan und dem Stahlkern.
Mit steigender Temperatur nahm die Haftfestigkeit allmählich ab, bis es zur Trennung kam.
Bei Anwendungen mit kontinuierlichen Zyklen ist die Hysterese wichtiger als vielen Käufern bewusst ist.
Ein Material, das sich unter statischen Bedingungen gut verhält, kann sich unter dynamischer Belastung ganz anders verhalten.
Schlechte Vorbereitung der Stahloberfläche
Nachdem das restliche Polyurethan entfernt worden war, trat ein weiteres Problem auf.
Die Oberfläche der Stahlwelle war nahezu glatt.
Die gemessene Rauhigkeit lag darunter:
Es gab kaum Anzeichen für eine effektive Oberflächenprofilierung vor der Verklebung.
Ohne ausreichende Oberflächentextur hatte die Klebeschicht nur eine begrenzte mechanische Verankerungsfähigkeit.
Selbst ein gutes Klebesystem hat Schwierigkeiten, seine Leistung langfristig aufrechtzuerhalten, wenn die Untergrundvorbereitung unzureichend ist.
Prozess der Neugestaltung
Anstatt das gleiche Design zu reproduzieren, haben wir mehrere Teile des Herstellungsprozesses geändert.
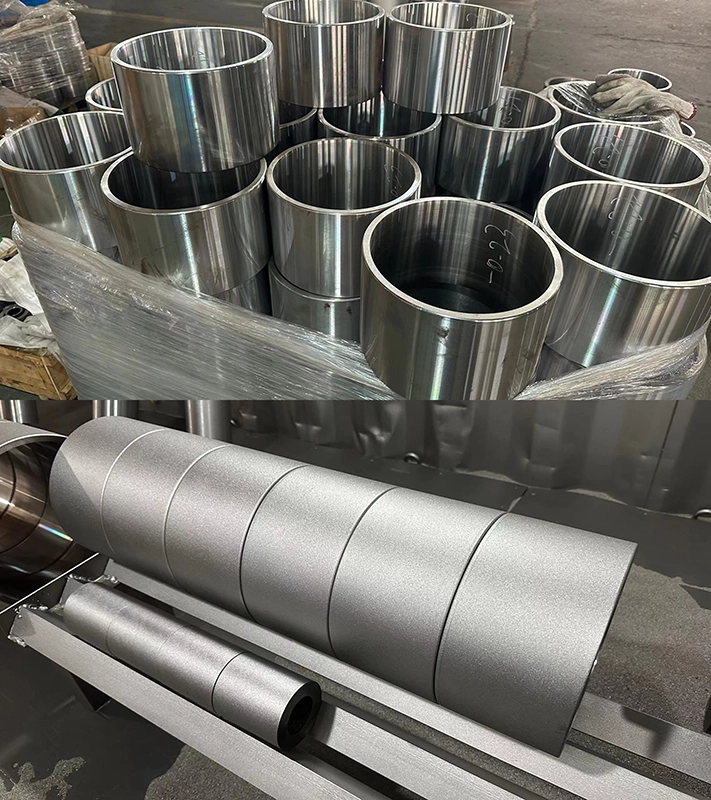
Vorbereitung der Oberfläche
Die ursprünglichen Kerne wurden entnommen und mit Aluminiumoxid gestrahlt.
Endgültige Oberflächenrauhigkeit:
Die aufgeraute Oberfläche vergrößerte die Kontaktfläche erheblich und sorgte für eine bessere mechanische Verzahnung.
Unmittelbar nach dem Strahlen wurden unter kontrollierten Bedingungen Bindemittel aufgetragen, um Verunreinigungen oder Oberflächenoxidation zu vermeiden.
Polyurethan-Material-Upgrade
Die ursprüngliche TDI-Formulierung wurde durch ein MDI-Polyether-System ersetzt.
Endgültige Härte:
Bei der Auswahl des Materials wurde auf eine geringere Wärmeentwicklung und eine bessere dynamische Leistung unter Dauerbelastung geachtet.
Im Vergleich zum vorherigen Material zeigte die neue Formulierung eine bessere Ermüdungsbeständigkeit und eine geringere Wärmeentwicklung während des Betriebs.
Die Erhöhung der Härte allein war nicht das Ziel.
Ziel war es, die langfristige Stabilität zu verbessern und gleichzeitig die Traktion und das Verschleißverhalten zu erhalten.
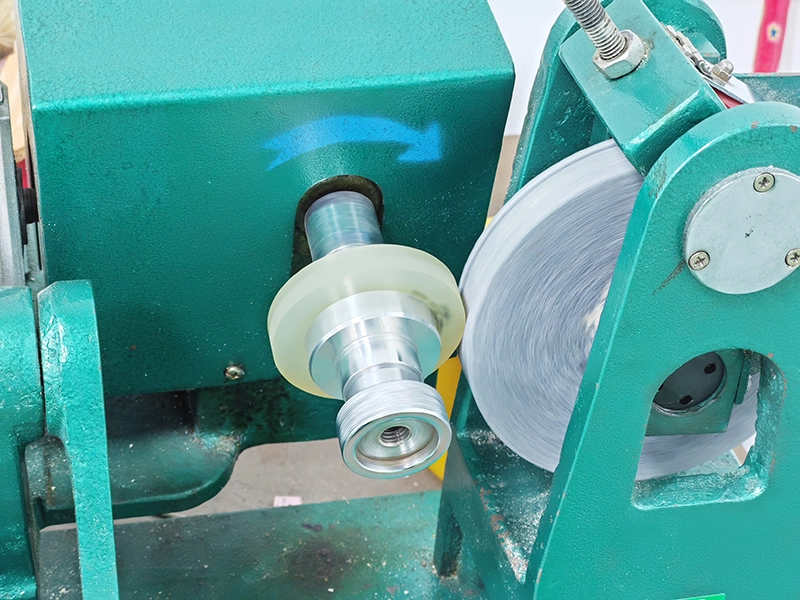
Präzisionsschleifen
Bei derartigen Fördergeschwindigkeiten können kleine Maßabweichungen zu größeren Betriebsproblemen führen.
Übermäßiger Rundlauf führt häufig zu Vibrationen, die den Verschleiß von Lagern und Verbindungsstellen beschleunigen.
Die fertigen Walzen wurden nach dem Aushärten präzisionsgeschliffen.
Endabweichungstoleranz:
Vorherige Walzenmessungen:
Durch die Verringerung der Vibrationen konnte die Stabilität des Systems insgesamt verbessert werden.

Vergleichsdaten
| Parameter | Vorheriger Roller | Umgestaltete Walze |
|---|---|---|
| Polymer-System | TDI-Polyether | MDI-Polyether |
| Härte | 85 Shore A | 90 Shore A |
| Reißfestigkeit (ASTM D624) | 32 kN/m | 48 kN/m |
| Oberflächenrauhigkeit | <3,2 μm | 12,5 μm |
| TIR | ±0,25 mm | ±0,05 mm |
Ergebnisse nach der Installation
Die umgestalteten Walzen wurden wieder in Betrieb genommen und während des Betriebs überwacht.
Nach vierzehn Monaten ununterbrochenen Gebrauchs:
- es wurde kein Versagen der Bindung beobachtet
- keine Schälung oder Ablösung aufgetreten ist
- der Verschleiß blieb begrenzt
- die Abmessungen der Walzen blieben stabil
- die Häufigkeit des Austauschs ist deutlich zurückgegangen
Das Wartungsintervall verlängerte sich von etwa drei Monaten auf mehr als vierzehn Monate.
Für den Kunden war der größte Vorteil nicht die Lebensdauer der Rolle selbst.
Dadurch wurden wiederholte Abschaltungen vermieden und Produktionsunterbrechungen reduziert.
Abschließende Beobachtung
Wenn Polyurethanrollen versagen, ist nicht immer das Material das eigentliche Problem.
Die Leistung einer Anleihe hängt vom Zusammenspiel mehrerer Faktoren ab:
- Materialauswahl
- Oberflächenvorbereitung
- Klebeprozess
- Abmessungsgenauigkeit
Der Austausch des Polyurethans ist oft nur eine Symptombekämpfung, nicht aber eine Ursachenbekämpfung.
Bei Hochgeschwindigkeitsanwendungen sind es oft kleine Prozessdetails, die die langfristige Lebensdauer bestimmen.
Um mehr über PEPSEN zu erfahren Polyurethanrollen.
+
Polyurethan-Rollen FAQ
Q1: Was ist der ideale Shore-Härtebereich für industrielle Polyurethanrollen?
A: Industrielle Polyurethanwalzen reichen in der Regel von 60 Shore A (weich, gummiartig für hohe Griffigkeit) zu 75 Shore D (hart, kunststoffähnlich für hohe Belastbarkeit). Für Standard-Förder- und Antriebsanwendungen, 85A bis 95A Shore-Härte ist der Sweetspot der Branche und bietet ein optimales Gleichgewicht zwischen Abriebfestigkeit, Strukturdämpfung und Traktion.
F2: Polyurethanrollen vs. Gummirollen: Was ist besser für Schwerlastanwendungen?
A: Polyurethanwalzen übertreffen herkömmliche Gummiwalzen bei hoher Beanspruchung erheblich. Polyurethan bietet bis zu 4x höhere Abriebfestigkeit, Polyurethan zeichnet sich durch eine hervorragende Tragfähigkeit und eine außergewöhnliche Beständigkeit gegenüber Industrieölen, Ozon und aggressiven Chemikalien aus. Während Gummi bei bestimmten extremen Geschwindigkeiten eine höhere Wärmeableitung aufweist, hält Polyurethan wesentlich länger, was die langfristigen Kosten für Ersatz und Ausfallzeiten drastisch reduziert.
F3: Wie kommt es dazu, dass sich Polyurethan vom Metallstahlkern ablöst oder abblättert?
A: Die Delaminierung von Polyurethan (Versagen der Verklebung) wird hauptsächlich durch zwei Faktoren verursacht: thermische Hysterese (interner Wärmestau) bei Hochgeschwindigkeitszyklen, die die Klebeschicht abbauen, und unzureichende Vorbereitung der Oberfläche durch den Hersteller. Wird die Sandstrahlphase ausgelassen, ist der Metallkern zu glatt. Um eine dauerhafte Verbindung zu erreichen, ist eine verifizierte Oberflächenprofilierung in Kombination mit hochwertigen chemischen Bindemitteln wie DuPont Chemlok erforderlich.
F4: Können Sie das Polyurethan auf unseren vorhandenen Stahl- oder Aluminiumkernen ersetzen oder neu beschichten?
A: Ja. Wir bieten ein umfassendes Polyurethan-Walzenbeschichtungsservice. Anstatt komplett neue Metallschäfte herzustellen, entfernen wir den verschlissenen oder abgebauten Polymermantel von Ihren vorhandenen Stahl-, Edelstahl- oder Aluminiumkernen. Die geborgenen Metallkerne werden dann gereinigt, gestrahlt, neu verklebt und mit frischem Polyurethan vergossen, wodurch Sie bis zu 40-60% an Materialbeschaffungskosten sparen.
F5: Wie hoch ist die maximale Betriebstemperatur für kundenspezifische Urethanrollen?
A: Standard-Polyurethanformulierungen funktionieren optimal innerhalb eines Temperaturbereichs von -40°C bis 80°C (-40°F bis 176°F). Für höhere thermische Umgebungen entwickeln wir kundenspezifische Formulierungen mit speziellen Prepolymeren und Aushärtungsmitteln, die es dem Urethanmantel ermöglichen, Dauerbetriebstemperaturen von bis zu 120°C (248°F) ohne Verlust an struktureller Härte oder struktureller Integrität.
F6: Wie erreichen Sie enge Maßtoleranzen bei kundenspezifisch geformten Polyurethanrollen?
A: Während der rohe Flüssigguss zu einer rauen Oberfläche führt, wird durch das Nachhärten eine hohe Präzision erreicht. Präzisions-CNC-Rundschleifen. Durch die Montage der gehärteten Walzen auf speziellen CNC-Schleifmaschinen können wir Rundlauf-, Außendurchmesser- und TIR-Toleranzen (Total Indicator Runout) einhalten und so Betriebsschwingungen in Hochgeschwindigkeitsmaschinen vermeiden.
F7: Sind Polyurethanrollen beständig gegen Industriechemikalien, Öle und Feuchtigkeit?
A: Ja, aber der Grad der Beständigkeit hängt von der Art des verwendeten Basispolymers ab. Polyurethan auf Etherbasis bietet eine außergewöhnliche Beständigkeit gegen Feuchtigkeit, Luftfeuchtigkeit und hydrolytischen Abbau und ist daher ideal für feuchte Umgebungen oder Papierfabriken. Polyurethan auf Esterbasis bietet eine hervorragende Beständigkeit gegen mechanischen Abrieb, Industrieschmierstoffe, Lösungsmittel und Heizöle, sollte aber bei längerem Einsatz unter Wasser vermieden werden.
F8: Welche Informationen benötigen Sie, um ein genaues RFQ-Angebot für kundenspezifische Urethanwalzen zu erstellen?
A: Um ein genaues technisches Angebot und eine Materialempfehlung abgeben zu können, benötigen wir Folgendes:
- Eine technische 2D/3D-Zeichnung mit allen Abmessungen und Toleranzen.
- Die gewünschte Shore-Härte (oder Einzelheiten über die Anforderungen an die Belastung/Griffigkeit).
- Spezifikation des Kernmaterials (z. B. Kohlenstoffstahl, Aluminium, Edelstahl).
- Angaben zur Betriebsumgebung (Betriebsgeschwindigkeit, Tragfähigkeit, Temperatur und chemische Belastung).
Angebot für Polyurethan-Rollen anfordern
Ganz gleich, ob Sie Polyurethan-Räder, -Walzen, -Buchsen, -Auskleidungen, -Platten, -Vollstäbe, -Hohlrohre, gegossene Urethan-Fertigteile, gegossene Polyurethan-Komponenten oder Urethan-Metall-Verbundprodukte benötigen, Sie müssen nur diese Kerninformationen bereitstellen: Konstruktionszeichnungen oder physische Muster, vollständige Produktabmessungen, angegebene Shore-Härte, tatsächliche Lagerbelastung, Betriebstemperatur, Bestellmenge und spezifische Anwendungsszenarien.
Sie können uns gerne Ihre Zeichnungen, Muster, Größenangaben, Härtestandards, Belastungsparameter, Betriebstemperaturen, Abnahmemengen und Einsatzbedingungen vor Ort übermitteln. Unser professionelles Team wird eine umfassende Bewertung durchführen und Ihnen dann zielgerichtete, maßgeschneiderte Polyurethan-Lösungen anbieten, die perfekt auf Ihre Anforderungen an den Betrieb Ihrer Anlagen und den Ersatzteilbedarf abgestimmt sind.